Олег Дрожжин - Разумные машины [Автоматы]
![Олег Дрожжин - Разумные машины [Автоматы]](/books/1082705/oleg-drozhzhin-razumnye-mashiny-avtomaty.webp "Обложка книги")
- Название:Разумные машины [Автоматы]
- Автор:
- Жанр:
- Издательство:Детиздат
- Год:1936
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Олег Дрожжин - Разумные машины [Автоматы] краткое содержание
Разумные машины [Автоматы] - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Завод компании Смита
Автоматизируются заводы, изготовляющие и более крупные вещи. Интереснейший пример дает завод компании Смита в городе Мильвоки (США), изготовляющий автомобильные рамы. История смитовского предприятия восходит к 1903 г., когда ныне умерший глава фирмы О. И. Смит открыл небольшую мастерскую, выпускавшую в день всего только 10 рам.
Это было время, когда автомобиль только начинал завоевывать дороги Америки. Но выпуск автомобилей в стране из месяца в месяц неуклонно возрастал, и Смит вскоре убедился, что его мастерская начинает сильно отставать от спроса.
В 1904 г. владелец мастерской назначил премию тому из своих мастеров, который укажет способ поднять выпуск до 12 рам в день. Достигнув этого, Смит развил дело дальше, и через три года маленькая мастерская превратилась в завод, выпускающий 50 рам в день. С каждым годом завод рос все больше. В дальнейшем, по примеру Форда, Смит ввел сборочный конвейер в виде самодвижущейся цепи, к которой на крючках подвешивались продольные (лонжероны) и поперечные (траверсы) балки рамы. Конвейер проходит мимо различных станков, возле которых стоят рабочие. Как только балка подходит поближе, рабочий подает ее в машину и крепко держит, покамест не заканчивается операция.
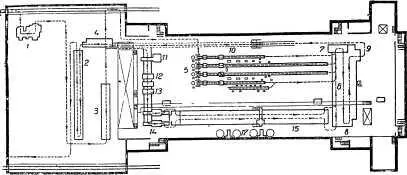
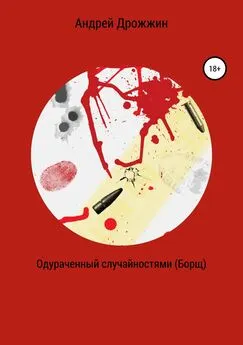
План завода-автомата компании Смита. 1 — автомат-приемщик; 2 — машина для окраски готовых рам; 3 — машина для промывки и протравки принятых балок; 4 — промывочная машина; 5 — дыропробивающие прессы; 6 — сборка рам; 7 — сшивающая рамы машина; 8 и 9 — контроль рам; 10 — четыре линии машин, обрабатывающих поперечины; 11 — изгибающий пресс; 12 — дыропробивающий пресс; 13 — отделочный пресс; 14 — формующий пресс; 15 — сборка продольных балок; 17 — машины для рессорных кронштейнов.
К 1916 г. завод Смита дошел до выпуска 2 500 рам в день при двух тысячах рабочих. Но и эта производительность оказалась недостаточной. Бурно возраставшее производство автомобилей предъявляло еще более высокий спрос на рамы. И компания Смита, увлекаемая, как и всякое капиталистическое предприятие, погоней за прибылями, приступает к еще большей механизации производства.
Целый штат инженеров был брошен на эту работу. Началось проектирование и конструирование новых машин, еще более искусных, еще более автоматических.
В результате рядом со старым заводом в 1922 г. вырос новый, который при меньшем числе рабочих стал выпускать рам вдвое больше.
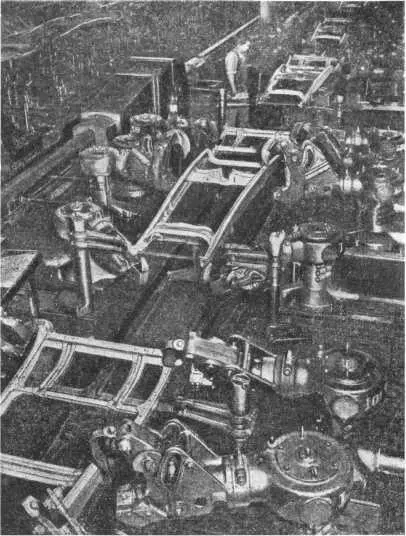
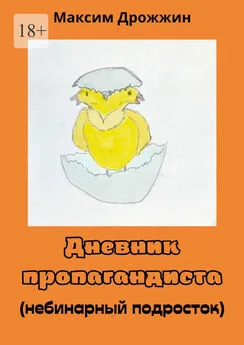
Сборка рам на заводе Смита. Справа и слева от конвейера стоят птицеподобные машины, «прикусывающие» заклепки. Вдали виден неподвижно стоящий рабочий, наблюдающий за «птицами».
Но штаб конструкторов, получивший в свое распоряжение семиэтажный корпус, продолжал работу дальше, и завод с каждым годом все больше совершенствовался.
В настоящее время завод превратился почти в полный автомат с причудливыми машинами, работающими при самом незначительном участии людей.
Поступающие на завод стальные балки сразу же попадают в «руки» механических приемщиков. Эти автоматы проверяют длину, толщину и прямизну балок. Все, что удовлетворяет предъявленным требованиям, пропускается дальше. Все не удовлетворяющее бракуется и откладывается в сторону. Принятые балки опускаются в чаны с кислотой, со щелочью и с маслом. Это делается для очистки поверхности от загрязнений и для предохранения металла от дальнейшего окисления. Отсюда балки направляются по конвейеру к двум длинным рядам станков, которые производят над балками различные операции: изгибают, просверливают отверстия, расплющивают, приклепывают уголки. Левые балки идут по одной линии станков, правые по другой — параллельной.
В другом отделе одновременно идет изготовление поперечных частей рамы. И здесь работа выполняется тоже автоматами.
Дальше продольные и поперечные части поступают на сборочный конвейер. Здесь тоже работают автоматы, проявляя точность часового механизма. Своими механическими руками автоматы прилаживают поперечины к продольным балкам и вкладывают в отверстия заклепки. На размещение девяноста заклепок затрачивается всего десять секунд. Следующие машины, стоящие у конвейеров, очень похожи на хищных птиц. Своими мощными стальными клювами они «прикусывают» заклепки. Дальше следуют автоматы, которые моют раму, сушат ее и покрывают эмалью. После этого рама автоматически поступает в двухэтажную электрическую печь, где она подвергается тепловой обработке в продолжение часа. Из печи рама выходит вполне готовой.
На изготовление одной рамы затрачивается полтора часа. За это время над рамой и ее частями производится около шестисот операций. В три смены при двухстах рабочих завод изготовляет 12 000 рам. При ручной работе для изготовления такого же количества рам в течение суток потребовалось бы 18 000 рабочих. На смитовском заводе работа людей почти целиком сводится к наблюдению за машинами. Обширные помещения завода, в которых кипит непрерывная работа, поражают безлюдьем. Нужно внимательно оглядеться вокруг, чтобы обнаружить где-либо в стороне на мостике живого человека.
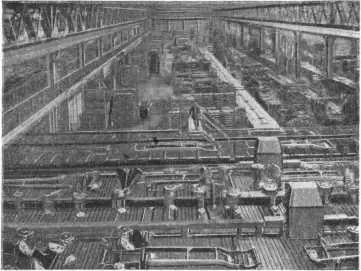
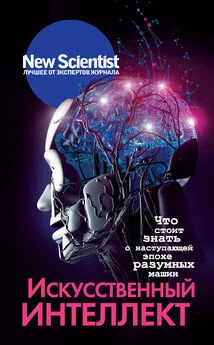
Сборочный цех завода Смита. Рабочих нет — одни автоматы. На мостике стоит мастер, наблюдающий за работой машин.
Хлебозаводы
Проникает автоматизация и в такие промышленные предприятия, в которых ручной труд считался неустранимым. Это производство хлеба, хлебопечение.
Первая автоматизированная пекарня была показана на всебританской выставке в Уимбли в 1924 г.
Посетители выставки наблюдали весь процесс изготовления печеного хлеба машинами, начиная от замешивания теста и кончая отправкой хлеба в продажу. Многочисленные автоматы засыпали муку в чаны, наливали воду, месили тесто, резали его на небольшие куски, в зависимости от веса булок, укладывали куски в железные формы и отправляли в печь.
Печь тоже была автоматом. Она имела вид тоннеля, разделенного поперечными перегородками на несколько камер. В каждой камере точно поддерживалась нужная температура при помощи автоматических регуляторов. Наивысшую температуру имела средняя камера, в которой собственно и происходила выпечка хлеба. От середины к обоим концам печи температура понижалась.
Испеченные хлебы выходили из последней камеры печи уже охлажденными. И за них опять принимались автоматы. Одни извлекали хлебы из форм, другие упаковывали в бумагу. Упаковка была двоякая: либо хлеб заворачивался так, что с боков оставались незакрытые места, либо же бумага окружала его со всех сторон. Первый способ упаковки применялся для тех покупателей, которые хотели собственными глазами видеть, что покупают. Второй имел целью предохранить хлеб от черствения.
Читать дальшеИнтервал:
Закладка:
![Олег Дрожжин - Удар и защита [От стрелы и щита до танка]](/books/1096664/oleg-drozhzhin-udar-i-zachita-ot-strely-i-chita-do-ta.webp)