Борис Ляпунов - Борьба за скорость

- Название:Борьба за скорость
- Автор:
- Жанр:
- Издательство:Молодая гвардия
- Год:1952
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Борис Ляпунов - Борьба за скорость краткое содержание
Борьба за скорость - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Например, нужно обработать кольцо шарикоподшипника.
Не будем повторять еще раз, насколько важно получить возможно более гладкую поверхность, — особенно, если подшипник работает на больших скоростях.
После шлифовки, полировки и притирки — кропотливой, тщательной обработки — поверхность все же еще неровна. Их немного, этих микроскопических бугорков и впадин, но они есть.
Кольцо зажато в станке и медленно вращается. Внутри по кольцу скользят, плотно прилегая к нему, брусочки, совершая быстрые, незаметные для глаза, колебания — несколько сот в секунду, и в то же время деталь делает ряд других, более медленных движений. Металл не нагревается при этом — на поверхности почти не остается трещинок, неровностей. Она получается гладкой, как зеркало, и очень чистой.
Но нельзя упускать из вида другую сторону дела.
Обработка меняет свойства поверхностного слоя. Внутри металл один, снаружи, с поверхности, он становится другим.
Резец снял стружку и нарушил правильное расположение кристаллов, смял, сломал их. Металл слабеет: он легче поддается разрушающему действию напряжений. Малейшая трещинка может теперь грозить катастрофой.
Твердый и хрупкий чугун, например, после обработки может стать с поверхности мягким, пластичным.
При шлифовке, особенно когда она идет с большой скоростью, обрабатываемая поверхность местами нагревается. При обработке резцом температура может доходить до 1000°! А теплота действует на металл, и может случиться, что свойства металла изменятся в худшую сторону.
Прочные сплавы, из которых делают детали быстроходных машин, — особенно чувствительны к обработке. Вот почему важно упрочить такой сплав с поверхности, сделать его выносливым, парализовать вредное влияние обработки.
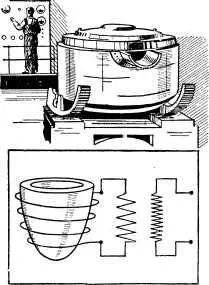
Плавка в индукционной электропечи .
Эту задачу решают разными путями.
На помощь призывают химию и электричество, тепло и холод и другие способы покорения металла.
Можно насытить поверхностный слой азотом или углеродом. Сложные химические соединения азота или углерода с металлом укрепят его поверхность, потому что твердость их очень высока. Металлу, ослабленному обработкой, не будет так страшен износ.
Однако не очень-то просто заставить металл соединиться с азотом. Азот с трудом вступает в соединения и то лишь при высокой температуре.
Деталь приходится нагревать в течение нескольких суток в аммиаке — газе, содержащем азот. Прочность заметно возрастает, а размеры азотированной детали изменяются всего лишь на 1–2 микрона.
Технологи одевают металл в «броню», покрывая его слоем другого металла, более прочного.
Такое бронирование часто бывает необходимо потому, что не только обработка разрушает металл, но и та среда, в которой он работает.
Тяжело приходится материалам турбин при их работе. Мы говорили о том, что лопатки паровой турбины работают в струе перегретого пара, в который попадают различные вещества, усиливающие разъедание металла. Лопатки газовой турбины находятся в потоке раскаленных газов, сильно разбавленных воздухом, значит — кислородом, который способствует быстрому ржавлению, разъеданию металла. И лопатки могут быстро выйти из строя, разрушиться, если их не защитить.
Для такой защиты в металл добавляют элементы, повышающие его стойкость к разъеданию — коррозии. Они образуют прочную защитную пленку. Применяют и другие способы.
Металл азотируют. Металл покрывают защитным слоем цинка — оцинкованные изделия не боятся сырости. Хромированные детали лучше сопротивляются износу. Тончайшая пленка окислов хрома не дает окислению проникнуть в глубь металла, разрушить его. Выходит, с окислением борются окислением. Окисляясь, «жертвуя собой», металл покрытия защищает деталь.
Металл покрывают металлом с помощью электричества. В электролитических ваннах, где растворены соли хрома или цинка, никеля или серебра, ток отлагает тончайший слой металла на поверхности детали.
В этих ваннах электричество может не только никелировать или хромировать металлы. Оно может их полировать. Такая полировка одновременно и борьба с коррозией.
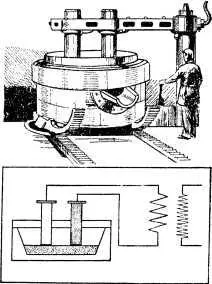
Плавка в дуговой электропечи.
Нетрудно понять, почему электролитическую полировку сейчас все шире применяют технологи. Детали часто бывают очень сложной формы. Примером может служить турбинная лопатка, поверхность которой изогнута довольно причудливо. Но это не прихоть конструктора, а результат точного расчета, подтвержденного опытом.
Чтобы отполировать лопатку на станке, нужно полчаса. За то же время электрополировкой можно обработать тысячу лопаток!
Когда электричество наносит покрытие, оно наращивает металл.
Когда электричество полирует, оно, наоборот, снимает слой металла. Тот слой, где есть неровности, царапины, трещины, то, что мешает детали быть гладкой, — удаляется.
Сглаживается поверхность металла.
Следов обработки резцом на ней уже нет, и металл становится более прочным снаружи. Полировка защищает его от коррозии и износа. Почти в полтора раза повышается стойкость режущего инструмента к износу.
Оказалось, что с помощью электричества можно покрыть металл слоем другого металла и не в электролитических ваннах.
Электроискровая обработка — открытие советских ученых Б. Р. и Н. И. Лазаренко — позволяет наносить равный слой металла на металлическую деталь. При этом получается очень прочное покрытие. Так электроискровым способом покрывают резцы слоем твердого сплава.
Оказалось, что вообще электроискровая обработка дает более прочную поверхность, чем механическая. О том, как электрическая искра обрабатывает металл, мы поговорим ниже.
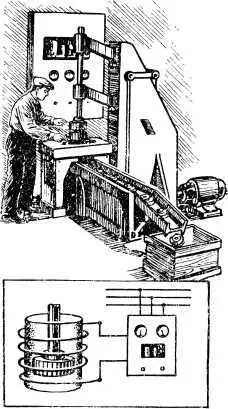
Закалка токами высокой частоты .
Электричество может закаливать поверхность металла.
Вспомним про быстроходные зубчатые передачи. Зубчатые колеса нужно сделать износоустойчивыми. Что же тут, казалось бы, мудреного! Закалить их — и только. Но этим дело лишь испортишь.
Если вся шестерня будет закалена, она станет не только твердой. Она станет и хрупкой. А хрупкая шестерня не выдержит толчков и ударов, неизбежных при работе зубчатой передачи.
Выход в том, чтобы закалить металл лишь с поверхности, не закаляя сердцевины. Твердая «корка» предохраняет от износа, а вязкая сердцевина хорошо сопротивляется толчкам и ударам.
Читать дальшеИнтервал:
Закладка: