Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами

- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами краткое содержание
Выход из кризиса. Новая парадигма управления людьми, системами и процессами - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
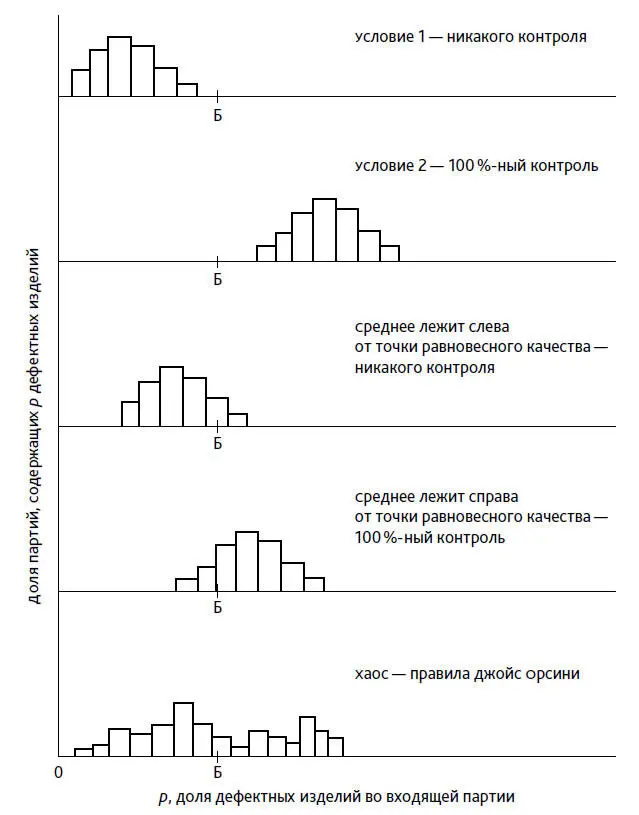
Рис. 47. Возможные ситуации при получении входящей продукции партиями. Точка Б – точка равновесного качества, в которой p = k 1/k 2
Тренд в доле дефектных изделий во входящих партиях. Предположим, что сформировался тренд в сторону возрастания доли дефектных изделий. Сегодня мы находимся в зоне условия 1 и не проводим контроля, но p зависит от времени и возрастает, возможно, с постоянной скоростью и, возможно, нерегулярно. Через два дня мы попадем в зону условия 2: мы предупреждены. Контрольные карты поставщика или наши выявят тренд, если он существует. Эта проблема легкоразрешима.
Проблемы, вызываемые переключением между различными поставщиками.В главе 2 мы ознакомились с проблемами, возникающими из-за изменения источников материалов на входе в систему. Ограничимся рассмотрением двух источников. Если оба источника хорошо или умеренно статистически управляемы и могут быть отделены друг от друга в течение нескольких дней, то в принципе каждый источник удовлетворяет условию 1 или условию 2, в зависимости от того, попадает ли среднее этого источника влево или вправо от точки равновесия. На словах эта идея проста, но на некоторых заводах может оказаться трудновыполнимой.
Если материалы из двух источников перемешиваются однородно, находясь в постоянной пропорции и если оба источника демонстрируют достаточную статистическую управляемость, тогда смешанные партии можно рассматривать как биномиальную смесь, минимальной средней стоимости которой можно достигнуть с помощью правила «все или ничего». Как мы уже знаем из главы 2, материалы из двух источников приносят дополнительные проблемы производству. Однородная смесь материалов из двух источников – наихудший вариант для производственного менеджера.
Первым делом следует сократить число поставщиков до одного. (Преимущества одного поставщика для каждой детали приведены в главе 2.) Если продукцию переменного качества поставляет один источник, тогда поставщик и его потребитель должны совместно работать над ее улучшением, стремясь соблюсти условие 1 и в конце концов достичь нуля дефектов. А мы тем временем переходим к рассмотрению случая, когда источник находится в состоянии хаоса.
Состояние хаоса. Решить, что делать, в ситуации, когда положение распределения незначительно колеблется ближе-дальше от точки равновесия, относительно легко. Вблизи точки равновесия не имеет особого значения, проводим ли мы 100 %-ный контроль или не проводим никакого контроля. Я бы выбрал 100 %-ный контроль, чтобы собрать информацию так быстро, как это только возможно. Если мы не можем утверждать, что качество входящих материалов преимущественно находится справа или слева от точки равновесия, а, напротив, колеблется в широких пределах, проходя через точку равновесного качества, значит, мы находимся в состоянии хаоса. Такое недопустимое положение может возникнуть при поставке материала с большой вариабельностью и непредсказуемым качеством из одного источника. Такой разброс точек равновесия может быть следствием получения материала из двух или более источников с сильно разнящимся качеством. При этом переключение с одного источника на другой осуществляется бесконтрольно, без продуманной последовательности. Следует как можно быстрее выйти из этого состояния и перейти на условие 1. Но партии продолжают поступать, и мы должны с ними что-то делать. Как нам с ними поступать?
Если бы каждая партия приходила с ярлыком, сообщающим нам долю дефектных изделий в ней, проблемы не возникло бы. Мы достигли бы минимальных средних полных затрат, помещая каждую партию, одну за другой, справа или слева от точки равновесия и применяя от партии к партии правило «все или ничего».
Но партии не промаркированы. Вместе с тем в состоянии хаоса существует некоторая корреляция между качеством изделий в выборке и оставшейся частью партии. Поэтому в состоянии хаоса можно испытывать выборки и с помощью некоторого правила принимать решение о том, посылать ли оставшуюся часть в производство полностью или проводить отбраковку. Выборки при любом правиле их использования будут приводить к тому, что некоторые партии попадут не на ту сторону от точки равновесия, следствием чего будет максимизация полных затрат для неправильно идентифицированной партии.
В состоянии хаоса можно было бы склониться к 100 %-ному контролю. В таком решении есть определенный смысл, однако мы рассмотрим альтернативную процедуру, предложенную Джойс Орсини).
Правила Джойс Орсини.В состоянии хаоса простой альтернативой 100 %-ному контролю выступают правила Джойс Орсини [100]. Эти правила легко использовать. Они значительно уменьшают средние полные затраты по сравнению со 100 %-ным контролем. Сопоставление со 100 %-ным контролем целесообразно, поскольку его средняя стоимость нам известна: это k 1+ kp на изделие. Вот эти правила:
Для k 2 ≥ 1000k 1: Проводите 100 %-ный контроль входящих партий.
Для 1000k 1> k 2> 10k 1: Испытайте выборку объемом n = 200. Принимайте оставшуюся часть партии, если в выборке нет дефектных изделий. Отбраковывайте оставшуюся часть, если в выборке обнаружено дефектное изделие.
Для k 2< 10k 1: Никакого контроля.
Выборки объемом n = 200 обеспечат текущий учет качества входящей продукции. Удовлетворяющей целям формой текущего учета может стать карта числа обнаруженных в каждой выборке дефектных изделий. Для такой карты можно порекомендовать объединять несколько выборок, идущих подряд, чтобы иметь в каждой точке для среднего примерно от трех до четырех дефектных изделий. Текущие записи расскажут вам о колебаниях качества изо дня в день. Подобная информация будет полезна вам и вашему поставщику для идентификации его проблемы. Вы также поймете, действительно ли входящее качество находится в состоянии хаоса или вопреки ожиданиям может с небольшими потерями удовлетворять условию 1 или условию 2.
Конечно, на следующей неделе было бы возможно и даже легко улучшить результаты – в смысле критериев Джойс Орсини. Мы могли бы выяснить, каково было в прошлом распределение доли дефектных во входящих партиях. К сожалению, это малоинформативно, поскольку в состоянии хаоса не существует предсказуемого конкретного распределения. Если бы мы знали распределение входящих партий, мы не находились бы в состоянии хаоса.
Процедура, которую легко описать и которая приводит почти к минимуму средних полных затрат при любых обстоятельствах, – это последовательный план Френсиса Энскамби [101]. В случае если все предшествующие предположения не работают, Энскамби предлагает последовательно отбирать из партии выборки, первая из которых должна быть объемом
Читать дальшеИнтервал:
Закладка: