Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
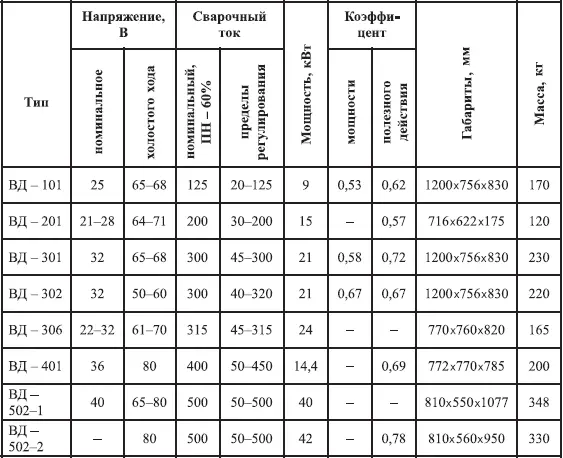
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
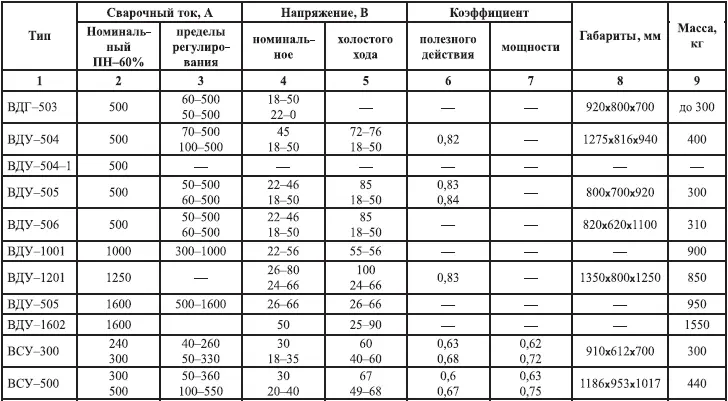
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Обслуживание сварочного оборудования
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на: 1) ежедневные; 2) ежемесячные; 3) полугодовые; 4) годовые.
Контрольно-профилактические работы должны производиться периодически.
Так, при ежедневном обслуживании необходимо:
1. Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
2. Проверить заземление источника питания.
3. Проверить надежность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
4. После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно нужно:
1. Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
2. Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надежный электрический контакт.
3. Проверить надежность всех винтовых соединений.
4. Проверить затяжку крепления силовых катушек.
5. Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на их поверхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
1. Проверить сопротивление изоляции токоведущих частей.
2. Проверить состояние блока управления, фильтра защиты от радиопомехи защитных цепей наружным способом, установить отсутствие механических повреждений конденсаторов.
3. В сварочных преобразователях нужно проверить состояние коллектора, в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
1. Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налета металлических частиц.
2. Смазать тугоплавкой смазкой все трущиеся части.
3. В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить ее.
Один раз в год нужно:
1. Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
2. Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
Сварочные посты располагаются в специальных кабинах площадью не менее 2–2,5 м 2каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупно-габаритных сварных конструкций сварочные посты развертывают открыто в цехе, на строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами.
Основное оборудование сварочного поста (рис. 52) состоит из источника питания дуги, сварочных проводов, электрододержателя и приспособлений для закрепления свариваемых деталей. При размещении поста в кабине устанавливают металлический стол с массивной чугунной или стальной крышкой площадью в 1 м 2, на которой производят сварочные работы, и винтовой стул с откидной спинкой. Кабина должна иметь местную вытяжную вентиляцию и заземляющий провод.
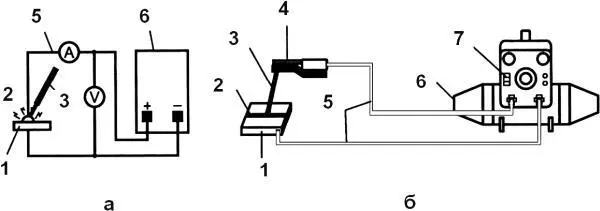
Рис. 52.
Компоновка сварочного поста и схема питания дуги (на постоянном токе):
а – электрическая схема; б – общая компоновка поста для сварки; 1 – изделие; 2 – сварочная дуга; 3 – электрод; 4 – электрододержатель; 5 – сварочные провода; 6 – источник питания; 7 – щит с приборами контроля и регулирования параметров сварки
Инструмент сварщика
1. Электрододержатель (рис. 53) – служит для зажима электрода и подвода к нему сварочного тока. Он должен прочно удерживать электрод, обеспечивать удобное и прочное закрепление сварочного кабеля, а также быстрое удаление огарков и закладку нового электрода. Электрододержатели изготовляют трех типов: для тока 125 А и провода сечением 25 мм 2; для тока 315 А и провода сечением 50 мм 2; для тока 500 А и провода сечением 70 мм 2. Они должны выдерживать 8000 зажимов электродов, затрачивая на каждую замену электрода не более 4 с. Электрододержатели для тока 500 А должны иметь щиток для защиты руки сварщика от воздействия электрической дуги.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)