Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
При сварке переменным током неплавящимся электродом необходимо, чтобы источник тока имел более высокое напряжение холостого хода, что обеспечивает устойчивое горение дуги и стабилизирует процесс сварки. Однако в связи с ограничением напряжения по условиям безопасности применяют ток допускаемого напряжения, на который накладывается ток высокой частоты, включая в сварочную цепь осциллятор.
При сварке переменным током происходит частичное выпрямление тока вследствие различной электронной эмиссии вольфрамового электрода и свариваемого изделия.
В периоды, когда вольфрамовый электрод является катодом, электронная эмиссия имеет большую интенсивность, проводимость дугового промежутка повышается, а напряжение на дуге понижается. Вследствие этого сварочный ток увеличивается.
В периоды, когда катодом является изделие, электронная эмиссия менее интенсивна, в результате чего сварочный ток уменьшается. Ввиду этого появляется некоторая составляющая постоянного тока, что приводит к уменьшению тепловой мощности дуги и значительно затрудняет разрушение оксидной пленки при сварке алюминиевых и магниевых сплавов и тем самым способствует образованию поверхностных и внутренних дефектов. Поэтому при сварке переменным током принимают меры по устранению или снижению составляющей постоянного тока.
Для этой цели в сварочную цепь включают последовательно конденсаторную батарею 100 мкФ на 1 А сварочного тока или аккумуляторную батарею (положительный полюс батареи присоединяют к электроду). Применяется также последовательное включение в сварочную цепь активного сопротивления, но эта мера снижает устойчивость горения дуги, и поэтому при такой схеме сварочной цепи приходится использовать источники питания дуги с повышенным напряжением холостого хода до 120 В.
При ручной сварке неплавящимся электродом возбуждение дуги производят на угольной или графитовой пластинке и некоторое время разогревают электрод, а затем быстро переносят дугу в начало разделки кромок. При сварке переменным током возбуждение дуги осуществляют с помощью осциллятора без короткого замыкания электрода на изделие. При полуавтоматической и автоматической сварке возбуждение дуги производят путем касания электродной проволокой вводной планки, которую устанавливают для предупреждения дефекта в начале свариваемого шва.
Аргонодуговой сваркой можно выполнять швы стыковых, тавровых и угловых соединений.
При толщине листов до 2,5 мм сварку рекомендуется производить с отбортовкой кромок.
При малом зазоре порядка 0,1–0,5 мм можно сваривать тонколистовой материал толщиной 0,4–4 мм без отбортовки и разделки кромок. Чем меньше толщина свариваемых встык листов, тем меньше допустимый зазор. Листы толщиной 4–12 мм сваривают с V-образной разделкой кромок при угле разделки 50–70°. Допустимый зазор в стыке составляет не более 1,0 мм. Расход аргона должен обеспечить надежную защиту электрода и металла сварочной ванны от воздействия воздуха. Следует учитывать конфигурацию свариваемого изделия, чтобы при экономном расходовании газа создать хорошую защиту шва.
Рекомендуются следующие соотношения:
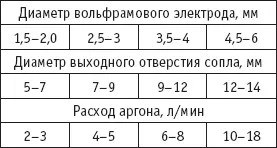
Перед началом сварки следует продуть шланг и горелку небольшой порцией аргона. Возбуждение дуги следует производить спустя 3–4 с после подачи аргона в горелку. Струя аргона должна защищать не только сварочную ванну, но и обратную сторону шва. Если доступ к обратной стороне шва затруднен, то применяют подкладки или флюсовую подушку.
Ручную сварку листов малой толщины производят левым способом, при котором горелка перемещается по шву справа налево. Листы большой толщины (более 12 мм) сваривают правым способом, т. е. горелку ведут слева направо. Ось мундштука горелки при сварке тонких листов (толщиной до 4 мм) должна составлять с поверхностью свариваемых листов 75–80°. Присадочный пруток вводится в зону дуги под углом 10–15° к поверхности свариваемых листов, т. е. почти перпендикулярно оси мундштука горелки. При сварке листов большей толщины ось мундштука горелки располагают почти перпендикулярно к поверхности свариваемых листов.
Длина дуги при аргонодуговой сварке небольшая и составляет 1,5–2,5 мм при длине выступающего вольфрамового электрода в пределах 6–12 мм. Дугу следует гасить постепенно, увеличивая дуговой промежуток. Подачу аргона в зону дуги следует прекратить лишь спустя 10–15 с после гашения дуги, чтобы защитить металл шва от воздействия воздуха до его затвердевания.
Автоматическая и полуавтоматическая сварка плавящимся электродом производится при постоянной скорости подачи электродной проволоки независимо от напряжения дуги. Постоянство длины дуги поддерживается автоматическим саморегулированием. Применяется электродная проволока диаметром 0,5–2,0 мм. Листы толщиной до 5 мм соединяют стыковой сваркой без разделки кромок, а при толщине листов более 5 мм производят V-образную разделку шва с углом разделки 30–50°.
Сварочный ток влияет на характер переноса металла в шов. С увеличением тока капельный перенос металла электрода сменяется струйным и глубина проплавления увеличивается. Критическим называют значение тока, при котором металл электрода начинает стекать в сварочную ванну в виде тонкой струи. Практика показала, что при сварке алюминиевых сплавов критический ток составляет 70 А на 1 мм 2сечения электродной проволоки, при сварке сталей – 60–120 А на 1 мм 2сечения проволоки.
Подготовка поверхностей под сварку включает обезжиривание растворителями, бензином авиационным или ацетоном техническим, а затем удаление оксидной пленки механической зачисткой или химическим способом. Обработку рекомендуется выполнять не более чем за 2–4 ч до сварки. Механическую зачистку производят металлическими щетками из проволок диаметром до 5 мм.
Химический способ включает травление в течение 0,5–1,0 мин раствором, состоящим из 45–55 г едкого натра технического и 40–50 г фтористого натрия технического на 1 л воды, промывку проточной водой, нейтрализацию в 25–30 %-м водном растворе азотной кислоты в течение 1–2 мин, промывку в проточной воде, затем в горячей воде, сушку до полного испарения влаги.
Сварка в углекислом газе
Преимущество сварки в углекислом газе перед сваркой под флюсом состоит в том, что сварщик может наблюдать за ходом горения дуги, не закрытой флюсом. При ее производстве не нужны приспособления для подачи и отсоса флюса, которые усложняют сварочное оборудование. Отпадает необходимость в последующей очистке швов от шлака и остатков флюса, что особенно важно при многослойной сварке.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)