Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Аргонодуговая сварка алюминия и его сплавов получила наибольшее распространение. При ее использовании нет необходимости применять относительно сложные флюсы и покрытия, остатки которых могут вызвать коррозию металла шва. Сварку производят постоянным током обратной полярности или переменным током, но с обязательным применением осциллятора и балластного реостата.
Ручную сварку выполняют вольфрамовым электродом на установках УДГУ–301, УДГ–501 и ИСВУ–315. При толщине свариваемых кромок до 6 мм применяют электроды диаметром до 4 мм, а для кромок больших толщин – до 6 мм. Сварочный ток определяют из расчета 30–45 А на 1 мм диаметра электрода. Расход аргона составляет 6–15 л/мин. Сварку производят при минимальной длине дуги (менее 2 мм), что обеспечивает энергичное разрушение оксидной пленки вследствие катодного распыления и улучшенную защиту сварки.
Механизированную сварку выполняют на специализированном автомате типа АДСВ–6.
Полуавтоматическую и автоматическую сварку в среде аргона плавящимся электродом выполняют специальными шланговыми полуавтоматами и автоматами. Сварку производят постоянным током при правильном выборе режима сварки и применении обратной полярности. Применяют сварочную проволоку СвА97, СвАМц, СвАК или того же состава, что и свариваемый металл. Металл толщиной до 10 мм сваривают без разделки кромок, при больших толщинах кромок применяют V– и Х-образные разделки шва. Сварочный ток при электродной проволоке диаметром 2,0 мм составляет 250–300 А, скорость сварки достигает 30–40 м/ч.
Газовая сварка алюминия дает хорошие результаты при правильном выборе режима сварки и применении флюсов. Листы толщиной до 3 мм сваривают с отбортовкой кромок на высоту примерно утроенной толщины листа. При толщине листов до 5 мм сварку производят без скоса кромок с зазором до 0,5 мм.
Листы толщиной 5–15 мм сваривают с односторонним, а при большей толщине – с двусторонним скосом кромок. Угол разделки составляет 60–70°. Сварку нахлесточных соединений применять не следует, так как флюс, затекающий в зазор между листами, вызывает коррозию и разрушение шва. Кромки соединения и присадочную проволоку хорошо очищают от оксидной пленки механическим или химическим способом.
Механическую очистку производят путем обезжиривания в щелочном растворе с последующей очисткой металлической щеткой. Сварку следует выполнять не позднее чем через 2 ч после очистки.
Химическую очистку производят в такой последовательности: кромки обезжиривают и протравливают в 5 %-м растворе каустической соды, затем соединяемые части промывают водой, насухо протирают тряпкой и просушивают. Сварку следует выполнять не позднее чем через 8 ч после очистки. Флюс наносят на свариваемые кромки и присадочную проволоку в виде пасты или насыпают в разделку шва в виде порошка. Флюсы хранят в герметически закрытых сосудах, так как они интенсивно поглощают влагу из воздуха. Сварку выполняют левым способом нормальным пламенем или с небольшим избытком ацетилена. При этом следует учесть, что большой избыток ацетилена способствует образованию пор в сварном шве. Большую опасность представляет избыток кислорода, который значительно затрудняет сварку, интенсивно окисляя алюминий. Угол наклона мундштука горелки в начале сварки устанавливают повышенный – 70–80°, а затем уменьшают до нормального значения – 30–45°.
Мощность сварочного пламени зависит от толщины металла:
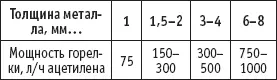
При сварке силуминов рекомендуется предварительно подогреть изделие до 200–250 °C, а после сварки произвести отжиг при температуре 300–350 °C с последующим медленным охлаждением. Швы сварных соединений из проката проковывают легкими ударами в холодном состоянии. Остатки флюса и шлака тщательно удаляют с помощью металлической щетки и промывкой горячей водой.
Сварка титана и его сплавов
Титановые сплавы являются сравнительно новыми конструкционными материалами. Они обладают рядом ценных свойств, обусловливающих их широкое применение в авиационной промышленности, ракетостроении, судостроении, химическом машиностроении и других отраслях производства. Главное достоинство этих материалов – сочетание высоких механических характеристик и коррозионной стойкости с малой плотностью (4,5 г/см 3). Титан получил широкое применение благодаря своим особым свойствам: малой плотности, высокой температуре плавления (1 665 °C), высокой коррозионной стойкости во многих агрессивных средах, высокой прочности.
Высокое электрическое сопротивление и низкая теплопроводность создают условия, при которых для сварки титана затрачивается значительно меньше электроэнергии, чем при сварке алюминия и даже стали. Кроме того, титан маломагнитен, и поэтому значительно снижается влияние магнитного дутья. Основной трудностью сварки титана и его сплавов является большая химическая активность титана при высоких температурах к кислороду, азоту и водороду. Поэтому для получения качественных соединений при сварке необходима хорошая защита от взаимодействия с атмосферой не только сварочной ванны, но и всей зоны металла, нагретого свыше 500 °C.
Подготовку кромок к сварке производят травлением раствором, состоящим из 350 см 3соляной кислоты, 50 см 3плавиковой кислоты и 600 см 3воды. Допускается механическая обработка кромок до металлического блеска с последующим обезжириванием.
Сварка производится в защитных газах ручным и механизированным способами неплавящимся электродом и титановой проволокой, а также под флюсом.
Ручная аргонодуговая сварка вольфрамовым электродом производится постоянным током прямой полярности. Сварочный ток при толщине металла 0,5–4,0 мм составляет 40–170 А, вылет вольфрамового электрода – 6–8 мм, дуга – 1–2 мм. Расход аргона – 20–25 л/ мин. При автоматической сварке в аргоне применяют титановую сварочную проволоку диаметром 1,5–3,0 мм.
При сварке под флюсом необходима защита обратной стороны шва хорошо подогнанными стальными или медными подкладками, применяются также остающиеся титановые подкладки.
Во время сварки используются бескислородные фторидно-хлоридные флюсы марки АН—Т различного назначения. Вылет электродной проволоки должен быть не более 20–25 мм, а высота слоя флюса – не менее вылета электрода. Шлаковую корку удаляют после охлаждения металла ниже 400 °C.
Глава 17
Технология производства наплавочных работ
Виды наплавочных работ
Процесс нанесения с помощью сварки на поверхность детали слоя металла для восстановления ее первоначальных размеров либо для придания поверхности специальных свойств называется наплавкой. Наплавка предполагает нанесение расплавленного металла на оплавленную металлическую поверхность с последующей его кристаллизацией для создания слоя с заданными свойствами и геометрическими параметрами.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)