Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
«П» – прочие;
«XX» – смешанный тип, например АЦ;
(9) пространственное положение сварки (цифра после типа покрытия);
«1» – для всех положений;
«2» – для всех положений, кроме вертикального положения сверху вниз;
«3» – для нижнего положения, горизонтального на вертикальной плоскости, вертикального снизу вверх;
«4» – для нижнего положения и верхнего в «лодочку»;
(10) род тока, полярность напряжения холостого тока(см. цифры в таблице ниже):
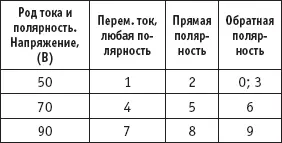
Пример: Э46–АН0–21–3,0–УД2//Е430 (3) – Р11.
Это электроды типа Э46 с пределом прочности металла шва 46 кгс/мм 2. Марка электродов АНО–21 для сварки углеродистых низколегированных стали. Диаметр стержня 3,0 мм. Подходят для сварки низколегированных и конструкционных сталей с временным сопротивлением разрыву 60 кгс/мм 2и с толстым покрытием , о чем говорит индекс УД. Вторая группа качества. Главное, что есть, Е430(3). Особенно важно, что покрытие из рутила (диоксид титана). Варить можно этими электродами в любом положении током любой полярности с напряжением холостого хода в пределах 50 В.
Есть еще одна маркировка по ГОСТу 9466–75. Она включает марку электрода, диаметр стержня, группу качества и ГОСТ. Например: «УОНИ–13/65–3, 0–2 ГОСТ 9466–75. Это означает: электроды марки УОНИ–13 с пределом прочности металла шва 65 кгс/мм 2. Диаметр электрода 3 мм.
На Западе сотни типов электродов также разделены на группы в соответствии с Международной организацией стандартов. Например: Аn Е4322R означает: электрод для электродуговой сварки (индекс Е). Первые две цифры означают прочность при растяжении металла электрода, а две последние – его расширение и ударную прочность. Буква «R» означает материал покрытия – рутил.
По Международной классификации электроды подразделяют по механическим свойствам шва, типу покрытия, положению шва в пространстве, роду тока и полярности.
Тип покрытия обозначают буквами:
А – руднокислое;
В – основное (фтористо-кальциевое);
С – органическое (целлюлозное);
О – окислительное;
К – рутиловое;
V – специальное.
Почему на этом вопросе мы остановились более подробно? Потому что это весьма важно. Рассмотрим, например, толщину покрытия.
Тонкое покрытие облегчает возбуждение дуги и стабилизирует ее горение. Тонкое покрытие не создает защиты для расплавленного металла и потому применяется для неответственных сварных швов. Шов при этом получается хрупкий, пористый с различными включениями неметаллов. Металл в месте шва окисляется и азотируется. Тонкое покрытие содержит углекислые соли: мел, поташ, углекислый барий. Эти вещества содержат молекулы калия, натрия, кальция, бария, стронция, лития, которые легко ионизируются в воздушном промежутке дуги.
Толстое покрытиеприменяют для соединений высокого качества. Обычно в состав качественных (толстых) покрытий электродов входят следующие группы компонентов:
• стабилизирующее или ионизирующее покрытие;
• газообразующее покрытие;
• раскисляющее покрытие;
• шлакообразующее покрытие;
• легирующее покрытие;
• связующие или клеящие компоненты.
Рассмотрим влияние самих покрытий на качество сварки.
Кислое покрытие сильно окисляет металл шва кислородом и водородом, что сказывается на прочности шва. Металл шва имеет относительно малую вязкость и пластичность. Достоинство – в плотном шве и возможности вести сварку переменным и постоянным током любой полярности. Металл шва обладает большей ударной вязкостью и малой склонностью к образованию и старению трещин. Работа такими электродами требует высокого мастерства сварщика. Применяются для ответственных видов сварки низкоуглеродистых и низколегированных сталей. Электроды обладают хорошими сварочно-технологическими свойствами, т. к. позволяют вести сварку в любом пространственном положении. Возможна сварка по ржавчине и окалине. Металл шва по составу соответствует кипящей стали. Недостаток: высокая токсичность соединений марганца, поэтому производство таких электродов сокращается.
Основное покрытие позволяет вести сварку для больших сечений при обратной полярности постоянным током. Шов имеет при этом малую склонность к образованию кристаллизационных и холодных трещин. Сварочно-технологические свойства ограничены. Но при наличии ржавчины металл шва склонен к образованию пор, поэтому требуется температурная прокалка (400–450 °C) перед сваркой.
Наплавленный металл хорошо раскислен и по составу соответствует спокойной стали. Применяется для сварки ответственных конструкций из сталей всех классов. Возможно дополнительное легирование шва через покрытие.
Рутиловое покрытие придает шву плотность. Сварка ответственных конструкций из низкоуглеродистых и низколегированных сталей. Наплавленный металл по составу соответствует полуспокойной стали. Позволяет проводить сварку по кромке при наличии ржавчины. Высокая устойчивость дуги для формирования сварных швов в любом пространственном положении. Незначительное разбрызгивание металла на постоянном и переменном токе. Меньшая токсичность по сравнению с другими видами.
Органическое (целлюлозное) покрытие. Применяется для сварки низкоуглеродистых сталей. Металл шва имеет пониженную пластичность. Подходит для сварки в любых пространственных положениях на постоянном и переменном токе для сварки низкоуглеродистых и низколегированных сталей. Наплавленный металл по составу соответствует полуспокойной или спокойной стали.
7. Сварочный кабель
Сварочный кабель подбирают соответственно силе тока. Обычно для малых токов до 200 А рекомендуется провод сечением 25 мм 2. Провод марки типа ПРГ – «провод резиновый гибкий» или типа ПРНГ – «провод резиновый нейритовый гибкий». Сварочный кабель сплетают из нескольких сотен медных жил. Эти проволочки диаметром 0,18–0,2 мм отжигают при изготовлении и лудят. Итак, максимальная длина сварочного кабеля не более 30–40 метров. Дело в том, что падение напряжения в цепи равно:
U 1=1,73 × I × Rуд × L/S,
где: U1– падение напряжения (В);
I– сварочный ток (А);
Rуд.– удельное сопротивление проводов (Ом×м);
L –длина провода (м);
S– площадь сечения провода (м 2).
Если при расчетах падение напряжения больше 5 %, тогда увеличивают сечение кабеля.
8. Провод сетевой
Итак, после расчетов получили потребляемую сварочным аппаратом мощность.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)