Евгений Костенко - Слесарное дело: Практическое пособие для слесаря

- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Жанр:
- Издательство:Литагент «ЭНАС»010217eb-b049-102b-b8f2-843476b21e7b
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Костенко - Слесарное дело: Практическое пособие для слесаря краткое содержание
Пособие содержит необходимые сведения по технологии слесарных работ, включая все основные операции при изготовлении металлических изделий, монтаже, демонтаже и ремонте оборудования.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В комплект конических разверток для гнезд с конусом Морзе входят три развертки: черновая, промежуточная и чистовая (коническая) развертки.
Котельные развертки находят применение при котельных работах для увеличения отверстий под заклепки.
Развертка имеет следующие элементы: рабочую часть, шейку и хвостовик (конусный или цилиндрический).
Хвостовики ручных трехперых разверток закрепляются в постоянных или регулируемых державках.
Развертки имеют неравномерный шаг режущих кромок: с целью улучшения качества отверстия и предупреждения его граненности зубья располагаются по окружности на разном расстоянии один от другого.
Для охлаждения инструмента, уменьшения трения, а также для увеличения срока службы режущей части инструмента используются СОЖ. В табл. 11 приведены составы СОЖ, используемые при развертывании отверстий в различных материалах.
Таблица 11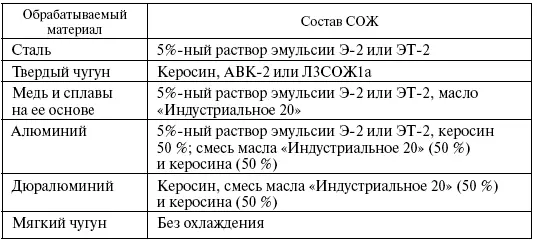
Для изготовления разверток применяются углеродистые инструментальные стали У10А и У12А, легированные инструментальные стали 9ХС, ХВ, ХГСВФ, быстрорежущие стали Р9 и Р18, а также твердые сплавы марки Т15К6 для обработки стали, меди и других вязких металлов и марки ВК8 для обработки чугуна и других хрупких металлов. Развертки из быстрорежущей стали делаются с приваренными хвостовиками из стали 45. Корпуса сборных, а также регулируемых и насадных разверток делаются из конструкционных сталей.
Пробойник (рис. 26) – это слесарный инструмент, выполняемый из углеродистой инструментальной стали У7 или У8, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм.
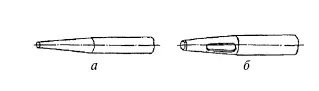
Рабочая часть пробойника может иметь круглую, прямоугольную, квадратную, овальную или другую форму. Пробойник для кожи и жести имеет в рабочей части слепое отверстие, которое соединяется с продольным боковым отверстием, проходящим через стенку нижней части пробойника. Через это отверстие удаляются отходы.
Пробивание отверстия выполняется, когда допускается некоторое повреждение поверхности в зоне отверстия и не требуется чистота и точность выполнения отверстия.
При работе на сверлильных станках необходимо выполнять следующие требования безопасности.
Перед началом работы следует проверить техническое состояние сверлильного станка и инструментов. Включать и останавливать станок нужно сухими руками.
Работать на станке необходимо в соответствии с инструкцией по эксплуатации оборудования, а также в соответствии с инструкцией по охране труда. Следует использовать специальную рабочую одежду, обязательно подбирать волосы под головной убор.
Детали должны быть правильно и надежно закреплены в тисках или приспособлениях, имеющих хорошее техническое состояние. При сверлении малых отверстий левая рука, придерживающая деталь, должна оказывать сопротивление, противоположное направлению вращения шпинделя. Во время рабочего хода шпинделя сверлильного станка нельзя придерживать или тормозить шпиндель, менять скорость и подачу, очищать стол или деталь от стружки.
Сверло следует охлаждать СОЖ с помощью кисточки или поливом. Не допускается охлаждение влажными ветошью или тряпками.
Все поломки, которые можно устранить, должен устранять обученный этому работник.
2.11. Нарезание резьб и резьбонарезной инструмент
Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
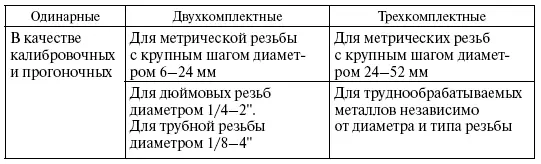
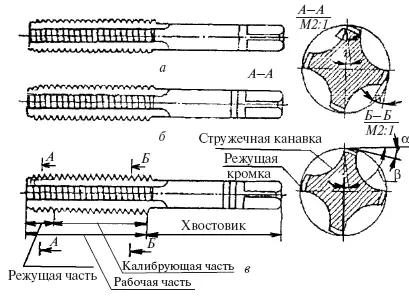
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3 (табл. 12, рис. 27).
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием.
В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы.
Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага.
Читать дальшеИнтервал:
Закладка: