Евгений Костенко - Слесарное дело: Практическое пособие для слесаря

- Название:Слесарное дело: Практическое пособие для слесаря
- Автор:
- Жанр:
- Издательство:Литагент «ЭНАС»010217eb-b049-102b-b8f2-843476b21e7b
- Год:2006
- Город:М.
- ISBN:5-93196-659-5
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Костенко - Слесарное дело: Практическое пособие для слесаря краткое содержание
Пособие содержит необходимые сведения по технологии слесарных работ, включая все основные операции при изготовлении металлических изделий, монтаже, демонтаже и ремонте оборудования.
Приведены рекомендации по использованию материалов, основного и вспомогательного инструмента, оборудования, средств технических измерений, по организации выполнения работ и оборудованию рабочих мест. Рассмотрены вопросы охраны труда и производственной санитарии.
В пособие включены также краткие общие сведения по металловедению и металлообработке, сварочному делу, допускам и посадкам, технике измерений.
Пособие предназначено для профессиональной подготовки и повышения квалификации слесарей, учащихся ПТУ и УКК, а также для мастеров и инженерно-технического персонала.
Слесарное дело: Практическое пособие для слесаря - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Различают следующие виды молотов: для свободной ковки (паровоздушные, воздушные, рычажные, пружинные) и для ковки в штампах (паровые, паровоздушные двухстороннего действия, падающие с фрикционными дисками и др.).
Кузнечные прессы делят на следующие виды: для резания, механические для ковки в штампах, кузнечные гидравлические, винтовые для гибки. Прессы для штамповки делятся на кривошипные, эксцентриковые, вытяжные; гидравлические прессы – на единичного, двойного, тройного действия, для штамповки диафрагм с гидравлической подушкой, для вытягивания. К ним относятся также давильные станки.
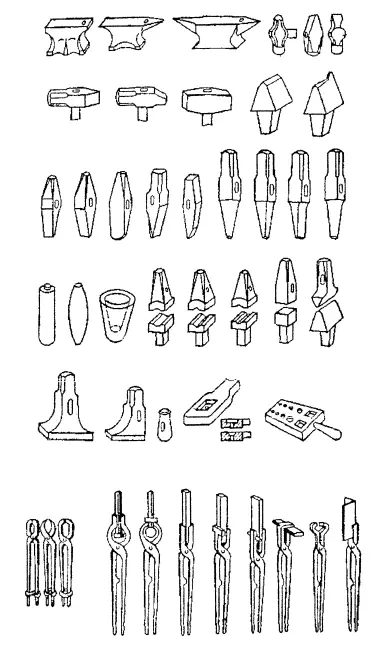
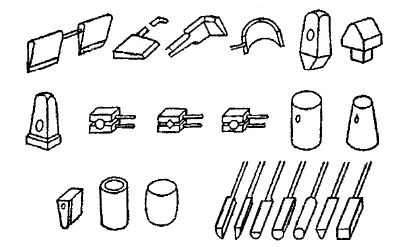
К основному кузнечному инструменту относятся: наковальня, ручной молот, зубило, пробойник, кузнечная оправка, инструмент для долбления, гладилка, гвоздильня, кузнечная форма и различного вида кузнечные клещи (рис. 37).
К вспомогательным инструментам относятся: совковая и обычная лопаты, крючок, стальной лом, капельница и щетка (рис. 38) и др.
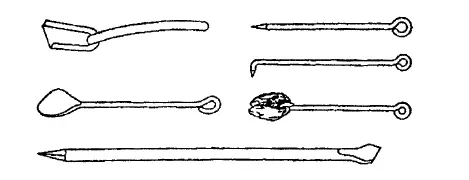
Основной инструмент для горячей обработки металлов давлением – это специальный кузнечный топор, надставка, закладочный материал, гладилка, подкладной штамп, пробойник, пережим, а также кузнечные клещи (рис. 39).
Выдавливание – это формование листового металла по определенной деревянной или металлической модели, вращающейся на шпинделе давильного станка, с использованием специальных инструментов.
Различают два вида давильных станков: с люнетом и с крестовым суппортом.
Выдавливание листового материала (рис. 40, а, б) выполняется с помощью ручного или суппортного инструмента, называемого да-вильником . Ручной давильник куется из стального или латунного прутка с разной формой ручек – полированной и закругленной (рис. 40, в).
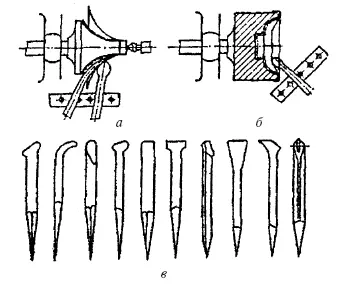
При выдавливании на давильных станках используются следующие виды моделей: пустотелые, составные и эксцентриковые. Модели могут быть деревянные, стальные, чугунные, латунные или алюминиевые.
6. ОБЩИЕ СВЕДЕНИЯ О СВАРКЕ [4]
6.1. Газовая сварка
Сваркой называется процесс получения неразъемного соединения металлов в результате нагревания их источником тепла до состояния оплавления в месте соединения, давления или трения. Сварку выполняют с добавлением или без добавления присадочного материала.
Различают следующие виды сварки: газовая, дуговая, электрошлаковая, стыковая электрическая, атомная, плазменная давлением, трением, кузнечная. В настоящее время все более широкое распространение получают такие новые виды сварки, как индукционная, ультразвуковая, диффузионная, в вакууме, электронно-лучевая в вакууме, лазерная, взрывом.
Газовая сварка – это сварка с использованием пламени, получаемого при сгорании смеси различных горючих газов с кислородом.
Горючим газом, используемым для сварки, может быть: ацетилен, водород, светильный газ, пары бензина и пары бензола. Используемый горючий газ определяет вид газовой сварки (например, водородная, ацетиленовая сварка).
К основному и вспомогательному оборудованию и инструменту, используемым при ацетилено-кислородной сварке, относятся: ацетиленовый генератор или баллоны с ацетиленом, кислородом, горелка с набором наконечников, резиновые шланги, редукторы, плоские ключи по размерам гаек редукторов, а также гаек, соединяющих наконечники шлангов и наконечники горелок, ключ к вентилям баллона с ацетиленом, щиток с темными очками, тележка для перевозки баллонов, стальная щетка, молоток и клещи. Рабочее место сварщика может быть стационарным и передвижным.
Перед закреплением редуктора на баллоне следует открыть вентиль баллона с целью его продувки. После установки редуктора на баллон необходимо слегка отвинтить регулировочный болт редуктора и плавно открыть вентиль. Резкое открытие вентиля баллона может вызвать повреждение редуктора. В обратном порядке следует выполнить все операции после окончания работы. Декомпрессия манометров наступает при открытии кранов горелки.
Не допускается обслуживание вентиля кислородного баллона и редуктора руками, загрязненными смазкой или маслом (или смазывание этих деталей). При соприкосновении сжатого кислорода со смазкой или маслом образуется взрывоопасная смесь.
Ацетилен – это горючий газ, в чистом виде бесцветный, без запаха и неядовитый (неприятный запах из-за примесей имеет промышленный ацетилен). Ацетилен для сварки получают в генераторах в результате взаимодействия воды и карбида кальция. При разложении 1 кг технического карбида кальция выделяется около 235–285 л ацетилена и 1675 кДж (400 ккал) тепла. Масса одного кубического метра ацетилена при температуре 0 °C – 1,17 кг. Температура ацетилено-кислородного пламени достигает 3200 °C. Ацетилен в сжатом состоянии (до 1,5 ата) и в смеси с кислородом или воздухом является взрывоопасным.
Ацетилен и карбид кальция должны храниться в отдельном сухом и проветриваемом помещении. Ацетиленовый генератор также должен находиться в отдельном помещении.
В зависимости от давления ацетилена различают генераторы низкого (0,001–0,01 Мн/м 2, 0,01–0,1 ата), среднего (0,01–0,15 Мн/м 3, 0,1–1,5 ата) и высокого давления (свыше 0,15 Мн/м 2, 1,5 ата). По способу загрузки генераторы делятся на ручные и автоматические.
В зависимости от принципа взаимодействия карбида кальция и воды генераторы подразделяются на три разновидности: «карбид кальция в воду», «вода подается на карбид» и контактной системы «вытеснением».
Основные части генератора: емкости для карбида кальция, для воды и для газа. К вспомогательному оборудованию относится фильтр и водяной предохранительный затвор.
Существует три вида водяных предохранительных затворов: низкого, среднего и высокого давления. Водяные предохранительные затворы бывают мембранные и безмембранные. Наибольшее распространение получили мембранные затворы. Независимо от давления водяные предохранительные затворы делятся на магистральные (установленные на генераторе) и сетевые (в сети перед рабочим местом).
Читать дальшеИнтервал:
Закладка: