Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы: Практическое пособие

- Название:Столярные, плотничные, стекольные и паркетные работы: Практическое пособие
- Автор:
- Жанр:
- Издательство:Литагент «ЭНАС»010217eb-b049-102b-b8f2-843476b21e7b
- Год:2005
- ISBN:5-93196-560-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Костенко - Столярные, плотничные, стекольные и паркетные работы: Практическое пособие краткое содержание
Даны основные сведения о свойствах древесины, применяемой для столярного дела, и технологии ее обработки. Приведены конструкции столярно-строительных изделий и рекомендации по их изготовлению и ремонту. Описаны инструменты и приспособления, необходимые для выполнения столярных, плотничных, стекольных и паркетных работ в строительстве и быту. Особое внимание уделено правилам техники безопасности при производстве таких работ.
Для профессиональной подготовки и повышения квалификации столяров, плотников, стекольщиков и паркетчиков, учащихся ПТУ и учебно-курсовых комбинатов, а также для инженерно-технического персонала и лиц, ответственных за безаварийную работу при выполнении столярных, плотничных, стекольных и паркетных работ. Может быть полезна широкому кругу читателей.
Столярные, плотничные, стекольные и паркетные работы: Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Полирование выполняют ручным и механизированным способами. Для предохранения от загрязнения, высыхания и возгорания тампоны хранят в металлическом ящике.
Механизированное нанесение лакокрасочных материалов.Распыляют лакокрасочные материалы механическим и пневматическим способами. Наибольшее распространение получило пневматическое распыление, при котором под действием сжатого воздуха лакокрасочные материалы дробятся и в виде мелких частиц оседают на окрашиваемом изделии, растекаясь по его поверхности и образуя сплошное покрытие. Этот способ отделки древесины имеет и недостатки: для нанесения краски требуются специальные камеры, оборудованные вытяжными и очистными устройствами; при распылении до 20–40 % краски теряется на образование лакокрасочного тумана, который ухудшает санитарные условия труда.
Более совершенный способ отделки столярных изделий – окраска в электрическом поле высокого напряжения с последующей сушкой в терморадиационно-конвективных камерах. Сущность процесса окраски в электрическом поле высокого напряжения заключается в следующем: между окрашиваемым изделием, имеющим положительный заряд, и распыляемыми частицами лакокрасочных материалов, имеющими отрицательный заряд, создается постоянное электрическое поле высокого напряжения. Распыляемые частицы лакокрасочных материалов движутся по силовым линиям электрического поля и осаждаются на изделии. На рис. 127 показана схема окраски столярных изделий в электрическом поле высокого напряжения. Изделия навешивают на цепь конвейера, которым они подаются в камеру нормализации для покрытия специальным электропроводящим составом, затем этим же конвейером они направляются в камеру окраски. После окраски эмалями изделия поступают в терморадиационно-конвективную сушильную камеру.
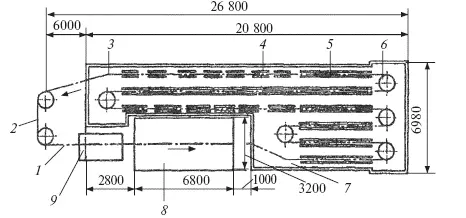
Рис. 127.Схема окраски столярных изделий в электрическом поле высокого напряжения: 1 – место навешивания изделий; 2 – место съема изделий; 3 – цепь конвейера; 4 – зона установки электронагревателей; 5 – зона конвективной сушки; 6 – звездочка; 7 – сушильная терморадиационно-конвективная камера; 8 – камера электроокраски; 9 – камера нормализации
На качество окраски столярных изделий в электрическом поле влияет влажность древесины. Так, при влажности ниже 8 % качество окраски ухудшается.
При окраске столярных изделий в электрическом поле высокого напряжения автоматизируются почти все процессы, значительно уменьшаются потери лакокрасочных материалов, улучшаются санитарно-гигиенические условия для работы в цехе, сокращаются площади для окраски и повышается качество окраски поверхности изделий.
Лакокрасочные материалы на столярные изделия наносят также методом струйного облива. Изделия (окна, двери) навешивают на подвесной конвейер, движущийся в камеру облива, где на поверхность наносится краска или эмаль, вытекающая из сопл под давлением до 0,1 МПа в виде струи. После окраски изделия поступают в камеру выдержки в парах растворителей. В этой камере помимо отекания излишков краски происходит равномерное распределение ее по всей поверхности изделия. Излишки краски, стекающие с изделий, по лотку поступают в сборники и после фильтрации – в систему облива. После выдержки в камере изделия поступают в конвективную многоходовую сушильную камеру. Недостаток метода струйного облива – плохая укрывистость кромок и несколько увеличенный расход краски.
Лакокрасочные материалы на плоские поверхности наносят на вальцовочных станках, которые входят в автоматические линии, где последовательно выполняют следующие операции: подогрев полотна дверей, грунтование, сушка, шлифование, подогрев полотна, лакирование, сушка. Плоские детали (щиты, двери, плиты) можно отделывать на лаконаливной машине (рис. 128). Основная часть машины – наливочная головка. Процесс нанесения лакокрасочных материалов наливом состоит в том, что уложенные на конвейер детали подаются им под наливочную головку, из которой в виде непрерывной завесы стекает лакокрасочный материал и покрывает детали равномерно по всей ширине одинаковым по толщине слоем краски, лака.
По сравнению с пневматическим распылением при обливе уменьшаются потери лакокрасочных материалов и улучшаются санитарные условия работы в цехе.
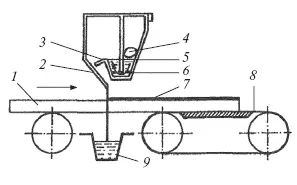
Рис. 128.Схема лаконаливной машины: 1 – деталь; 2 – экран; 3 – сливная плотина; 4 – коллектор; 5 – перегородка; 6 – фильтр; 7 – покрытие; 8 – конвейер; 9 – лоток
Сушка лакокрасочных покрытий.После нанесения лакокрасочных покрытий изделия сушат в сушильных камерах, которые в зависимости от конструкции подразделяются на конвективные, терморадиационные, терморадиационно-конвективные. Камеры могут быть проходными или тупиковыми.
Сроки высыхания лакокрасочных материалов зависят от вида красок, толщины слоя и температуры среды, в которой сушится покрытие. Ускорить высыхание лакокрасочного покрытия можно тремя способами: путем аккумулирования теплоты в древесине (предварительный подогрев древесины), конвективным и терморадиационным.
Процесс аккумулирования теплоты заключается в следующем: поверхность изделия перед окраской предварительно подогревают до температуры 100–105 °C, затем окрашивают и подают в другую камеру для сушки. Так как изделие было предварительно нагрето, при прохождении через вторую камеру растворители быстро испаряются и поверхность высыхает. Этот способ особенно эффективен при отделке быстросохнущими лакокрасочными материалами: сокращаются сроки сушки покрытия и расход растворителей.
При конвективной сушке теплота передается от источника к окрашенной поверхности воздухом, нагретым до 40–60 °C. Ввиду небольшой теплотворной способности воздуха теплота от окрашенной поверхности передается медленно, поэтому и поверхности изделий сохнут также медленно.
Более рациональным является терморадиационный способ сушки лакокрасочных покрытий, при котором ускоряется сам процесс сушки и требуются камеры меньших размеров. Процесс сушки сокращается за счет поглощения окрашиваемой поверхностью инфракрасных лучей, излучаемых нагретыми трубчатыми нагревателями.
Поверхность окрашенных изделий, поглощая инфракрасные лучи, нагревается, начиная с нижней части лакокрасочного покрытия, что дает возможность свободно испаряться нагретым растворителям.
Испаряясь и проходя через слой краски, растворители одновременно прогревают его, что вызывает интенсивное нагревание всего слоя краски и значительно ускоряет сушку.
Читать дальшеИнтервал:
Закладка: