Георгий Кулебакин - Столярное дело

- Название:Столярное дело
- Автор:
- Жанр:
- Издательство:Стройиздат
- Год:1987
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Георгий Кулебакин - Столярное дело краткое содержание
Изложены приемы выполнения различных столярных операций, приведено описание ручного инструмента, его наладки и изготовления, рассказано об устройстве приспособлении для занятий столярным делом. Даются рекомендации по художественной оценке дерева как поделочного материала, по реставрации предметов, выполненных из дерева, их отделке (полирование, лакирование, маркетри, инкрустация). Приведены примеры изготовления некоторых изделий. В книге использован опыт работы старых мастеров художественно-мебельной промышленности.
Для широкого круга читателей.
Столярное дело - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Длина клина в зензубельной колодке должна быть такой, чтобы Нижний конец прижимал широкую часть ножа, иначе он будет вибрировать. Для большей плотности прижатия середину клина подрезают так, чтобы опора у него приходилась на нижний конец и верхнюю часть у входа в колодку. Конец клина скашивают на две стороны для рассечения стружки. В очень узких колодках, где нож четверочника не проходит в клиновое гнездо, можно воспользоваться ножом зензубеля, сточив бока лопатки до нужного размера.
В колодках отборников нож достаточно прочен и клин может не выходить в стружечное отверстие (раковину), а если выходит, то конец его обрезают по форме отверстия.
Покупая колодки зензубеля или отборника для переделки их на калевку, нужно выбирать прямослойные, а также те, у которых минимальная ширина щели на подошве, так как при разработке профиля щель значительно увеличится, что в свою очередь, уменьшит чистоту строгания. Профиль в нижней части обрабатывают скоблилкой — стальной твердой пластинкой, имеющей необходимый профиль. Бели предножевая щель получилась все же слишком широкой, под резец следует подклеить фанерку.
После установки ножа и клина на торцах колодки вычерчивают профиль калевки. Первоначальную выборку излишков дерева в профиле делают циркулярной пилой, шпунтубелем, четверочником или зензубелем. Затем выступающие углы сострагивают малым рубанком или тем же зензубелем, после чего работают фигурной скоблилкой, выпиленной заранее по железному профилю из стальной пластинки и закрепленной в деревянном бруске-колодке. Чтобы скоблилкой не выбрать лишнее, следует сбоку колодки струбцинками прикрепить металлическую линейку, которая будет служить упором для скоблилки.
После выполнения профиля затачивают нож. Использовать скоблилку как шаблон нельзя, так как профиль режущей кромки более вытянут. Его форму определяют чертежом на основе формы скоблилки. Вытачивают профили тонкими наждачными кругами, заправленными куском карборунда по кривой профиля, и надфилями. Для проверки правильности кромки ножей следует сделать металлический (алюминиевый или латунный) шаблон. Он будет всегда служить для проверки формы при перетачивании ножа. Кроме набора калевок необходимо иметь и набор шаблонов. Выточенный на механическом точиле нож подправляют вручную фасонными камнями всухую, а бруски типа «арканазас» (порода твердого камня) — на машинном масле. Для правки применяют также деревянные палочки с наклеенной на них абразивной пылью. Фасонные камни серого цвета имеются в продаже. Для широких профилей калевочные колодки делают из шерхебельных и рубаночных колодок. Здесь следует выбирать те, в которых ножевая щель имеет наклон передней стенки, параллельной плоскости опоры ножа. Если передняя стенка щели вертикальная, то для калевки придется делать глубокий косой вкладыш.
Нужно сказать, что заготовлять калевки впрок нецелесообразно: их следует изготовлять под четко определившийся профиль, тем более, что в зависимости от характера изделия размеры профилей меняются.
Так, для мебели и больших рам сечение профиля от 12 до 50 мм, для шкатулок, полочек и мелких рамок 5-6 мм.
Профилей можно придумать очень много, но их можно свести к комбинации двух, трех, а в сочетании с прямоугольными четвертями получается бесконечное разнообразие.
Таким образом, столяру следует иметь: зензубель прямой, оборудованный щекой и упором, наград и две-три калевки. Наград легко может быть сделан из зензубеля с косым ножом, поступающего в продажу.
Для точности и удобства работы целесообразно иметь единый переставной упор, представляющий собой две дощечки из твердого дерева. На одной имеется бортик. В дощечках сделаны косые прорези. Болты диаметром 6-8 мм с барашками и промежуточными гайками позволяют сжимать эти дощечки-щечки вместе с инструментом. Сделав во всех колодках одинаковые отверстия на одном расстоянии, можно переставлять упор с одного инструмента на другой.
С помощью такого упора можно получить не только ограничители, фиксирующие положение рубанка во время работы, но и дополнительные варианты профилей. Например, из полувалика — четвертной вал, из гуська — вал и т. п.
При изготовлении небольшого количества профильных деталей вполне можно обходиться без калевок, используя скоблилки разных форм. Скобление ведется путем сглаживания предварительно выбранного шпунтубелем или отборником упрощенного профиля, аналогично тому как было описано для профиля калевок. Скоблилки делают из обломков фрез или пил, обрабатывая их на наждачных кругах и алмазными надфилями. Чтобы скоблилку было удобнее держать в руке, делают ручку из куска дерева, имеющего пропил и винтовой сжим с барашком.
Чрезвычайно важным инструментом, обеспечивающим чистоту обработки поверхности, является цикля. Это кусок стальной пластинки трапециевидной формы размером 10…12×7…9 см и толщиной 0,7-0,8 мм, с прямолинейными или слегка скругленными сторонами. Плоско и чисто заточенное ребро такой пластинки развальцовывается на обе стороны так, чтобы получился заусенец. Развальцовывание делается сильным нажатием круглым полированным стальным стержнем диаметром 10-12 мм на угол ребра) Циклю при этом зажимают в тиски. При грубой заточке ребра заусенец оставляет риски на поверхности детали.
Хорошие цикли получаются из обрезков ручных столярных ножовок и поперечных пил. Цикля снимает очень тонкую стружку — тоньше папиросной бумаги. Ею счищают бумагу при наклеивании фанерного шпона, очищают поверхность под отделку. Цикли, поступающие в продажу, также могут быть использованы в столярном деле. Но они хуже. Для циклевания больших плоскостей циклю заделывают в станке с винтовым зажимом.
Инструмент для пиления(рис. 7). Ручные пилы, применяемые в столярном деле, разделяются на две группы: с натянутым полотном — Лучковые с ненатянутым жестким полотном — ножовки.
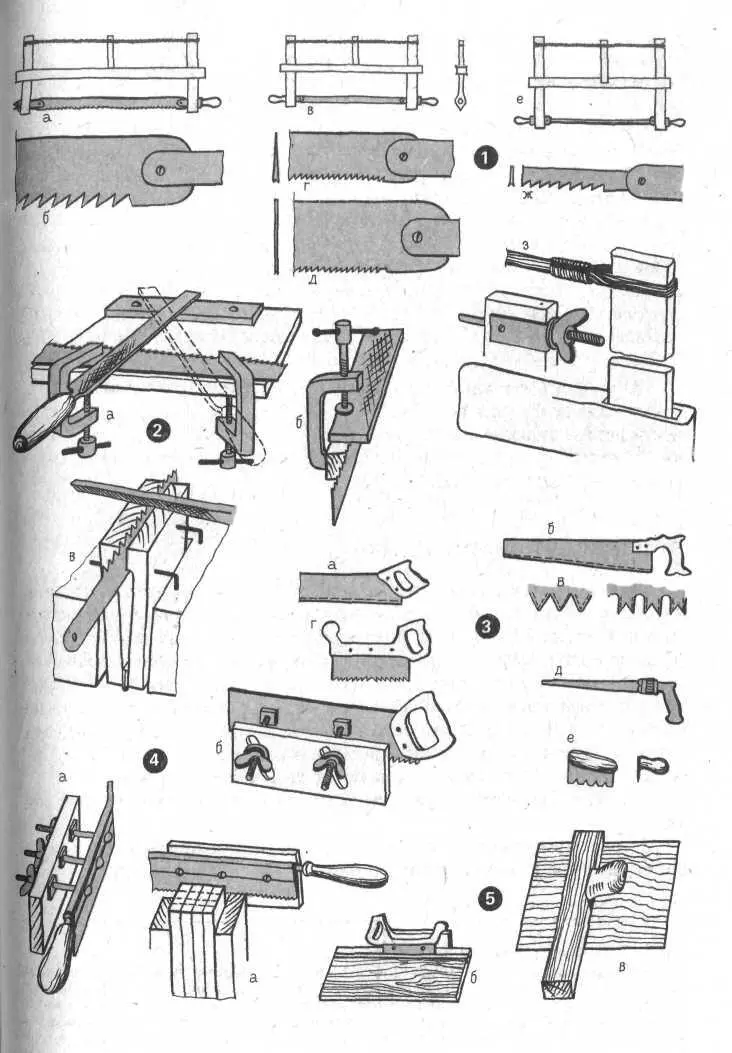
Рис. 7. Столярные ручные пилы
1 — лучковые пилы: а — маховая (общий виц); б — форма зуба; в, г — основная мелкозубка; д — полотно шипорезки; е, ж — выкружная пила; з — приемы устройства тетивы; 2 — выстрагивание полотна: а — утонение обуха; б — выравнивание зубьев; в — точение зубьев в пильных клещах; 3 — ножовки: а — прямая с высокой ручкой; б — крупнозубая раскройная; в — вицы зубьев ножовки; г — награцка; д — курковка; е — фанерная пилка; 4 — упор-ограничитель для ножевых пил: а — для шлицовки; б — для обушковой прямой ножовки; 5 — приемы, пиления с ограничителем: а — шлицовкой с упором; б — наградкой; в — резка шпона по линейке
Читать дальшеИнтервал:
Закладка: