Георгий Кулебакин - Столярное дело

- Название:Столярное дело
- Автор:
- Жанр:
- Издательство:Стройиздат
- Год:1987
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Георгий Кулебакин - Столярное дело краткое содержание
Изложены приемы выполнения различных столярных операций, приведено описание ручного инструмента, его наладки и изготовления, рассказано об устройстве приспособлении для занятий столярным делом. Даются рекомендации по художественной оценке дерева как поделочного материала, по реставрации предметов, выполненных из дерева, их отделке (полирование, лакирование, маркетри, инкрустация). Приведены примеры изготовления некоторых изделий. В книге использован опыт работы старых мастеров художественно-мебельной промышленности.
Для широкого круга читателей.
Столярное дело - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Малка — универсальный угольник с подвижной линейкой, зажимаемой винтом. Служит для проверки и расчерчивания косых углов. Малка удобна лишь при надежном зажиме подвижной линейки, в противном случае лучше изготовлять ерунок — косой угольник с линейкой, неподвижно закрепленной под углом 45°. При необходимости расчерчивать иные углы в большом количестве следует изготовлять специальный угольник на нужный угол. Малка каждый раз требует проверки точным шаблоном. Изготовляют такие угольники из твердого дерева.
Разметочные линии наносят тонким прямым шилом или плотницким карандашом с плоским прямоугольным грифелем, не ломающимся при движении. Нельзя применять химические и цветные карандаши: первые при смачивании линии водой или клеем пачкают дерево, вторые — непрочны и ломки. При отсутствии плотницкого карандаша используют чертежный твердости Т или ТМ.
Линейки для большей точности отсчета следует иметь стальные. Метр, линейки в 50 и 20 см, а также штангенциркуль длиной 15-20 см необходимы для обеспечения точности работы. Для расчерчивания небольших окружностей (до 300 мм диаметром) необходим кронциркуль. Чтобы центральная иголка не врезалась глубоко, следует на его конец напаять шайбу, так, чтобы конец иголки выступал из нее не более чем на 1,5-2 мм; другой конец кронциркуля затачивают лопаточкой вдоль дуги. Большие дуги чертят с помощью планки.
Для повышения точности и скорости работы при разметке шипов, проушин и т. д. применяют самодельные шаблоны — кондуктора и так называемые гребенки. Их изготовляют из жести, дюраля, латуни. При их изготовлении следует учесть необходимость плотной посадки. Это особенно важно при нанесении таких размеров сопрягаемых частей (например, шипа и проушины), которые обеспечивают плотность соединения, отсутствие перекоса и качания при сухой сборке соединения. Иными словами, расчерчивая карандашом или шилом риски по детали, нужно следить чтобы острие карандаша или шила было плотно прижато к кромке металлического кондуктора. Иначе полученный размер будет меньше размера отверстия в кондукторе. Это отличие тем больше, чем толще металл кондуктора и чем толще шило или карандаш. Целесообразно, выполняя кондуктор для пары, «шип-проушина», при большом количестве шипов сделать пробные шип и проушину в натуре и затем внести соответствующие изменения в кондуктор или гребенку.
Инструмент для долбления и подрезки(рис. 4,1-4,9). Стамески и долота служат для долбления гнезд, зачистки кромок и подрезки плоскостей, шипов, проушин, разрезания шпона. Промышленность выпускает долота от 6 до 22 мм с градацией через 2 мм, а стамески от 6 до 20 мм с градацией 2 мм и от 20 до 40 мм с градацией 5 мм. Такой набор достаточен для хозяйственных и строительных работ, для столярных же требуются еще узкие стамески от 1 до 6 мм с градацией через 1 мм.
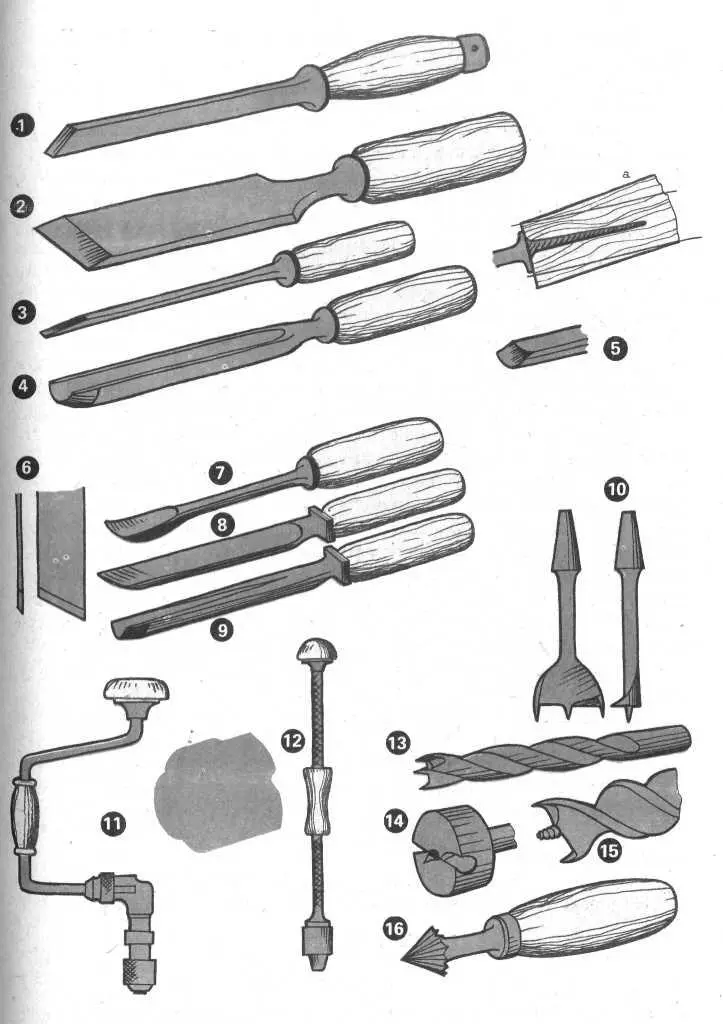
Рис. 4. Инструмент для долбления и сверления
1 — долото; 2 — стамеска широкая кованая: а — вставка хвоста в заготовку штылька; 3 — стамеска узкая; 4 — стамеска полукруглая с внешней фаской; 5 — то же, с внутренней фаской; 6 — плоская резчицкая стамеска; 7 — клюкарза; 8 — скругленная резчицкая стамеска; 9 — уголковая стамеска; 10 — перка; 11 — коловорот; 12 — дрель винтовая ручная; 13 — спиральное сверло по дереву; 14 — пробочное сверло (головка); 15 — спиральный бурав; 16 — зенковка
Долото отличается от стамески большей толщиной и рукояткой с оковкой сверху, предохраняющей дерево от разрушения молотком. В столярной практике сильных ударов не требуется, так как глубокие гнезда обычно сперва рассверливают, а затем уже расчищают. Долбление ударами присуще плотницким работам, тонкие столярные детали можно и расколоть. Поэтому столяру достаточно иметь набор стамесок от 2 до 16 мм и две широкие стамески 25 и 40 мм, а также два долота 6 и 12 мм. Узкие стамески изготовляют из пружинной проволоки, напильников, стачивая их соответствующим образом на наждачном круге. За исключением режущего конца металл следует «отпустить», нагревая на слабом пламени до появления желтизны на зачищенной поверхности стамески (около 160° С). Если этого не сделать, то стамеска получится хрупкой, так как металл напильника закален по всей длине.
Стаместки насаживают на штыльки — деревянные рукоятки прямоугольного сечения с бочковато закругленными кромками. (Круглые рукоятки менее удобны.) Рукоятки необходимо зачистить и отполировать или покрыть масляным лаком. Насадка должна быть параллельна режущей кромке инструмента, это помогает точности в работе. Для штыльков берут прочную вязкую древесину — кизил, бук, свилеватую березу. Чтобы насадить точно, отверстие сперва рассверливают, соблюдая направление ребер, на глубину 1/2 хвостовика, а затем прожигают раскаленным хвостовиком вглубь, немного не доводя до конца. Вбитая таким образом стамеска будет сидеть прочно. Косо вбитые рукоятки исправляют, подрезая излишек с нужной стороны. Поэтому заготовку ручки следует делать несколько большей, чтобы иметь возможность исправления.
Стамески бывают штампованные, вырубные (тонкие) и кованые (толстые). Кованые характеризуются специальным приливом — упором и небольшим утонением пера к режущей кромке. Штампованные — имеют параллельные широкие грани и требуют постановки упорной шайбы, чтобы рукоятка не набивалась на хвостовик при ударах.
Качество стамески зависит от стали и закалки. Остро отточенная стамеска должна без затупления прорубить 15 см букового или дубового бруса. Если сталь заворачивается или крошится — инструмент применять не следует. Иногда можно улучшить металл новой закалкой. Невысокая стоимость стамесок позволяет делать выбор до получения нужных качеств. Как правило, кованые стамески надежнее.
Длину стамесок выбирают исходя из условий прочности: очень длинную и тонкую стамеску легко сломать. Обычно длина режущей части 10-15 см. Только для некоторых работ, например, при долблении летков в рубанках или фуганках под нож длина пера делается 20-22 см. Перо в широкой грани должно быть к концу несколько шире (на 1-2 мм). Клиновидными стамесками трудно работать, они застревают в гнезде и делают работу неряшливой. Угол заточки широких стамесок 20-25°, узких — 15-20°. В первом случае ширина скоса должна быть 2,5 толщины, во втором — 3-3,5 толщины стамески у режущего конца.
Для выборки скругленных выемок применяются полукруглые стамески разного радиуса кривизны — от почти плоских до полукруглых. Затачивают их как снаружи так-и изнутри, в зависимости от характера предстоящей работы. Кроме того, для несложных резных работ используют стамески с косой кромкой, более короткие и тонкие, а также полукруглые, изогнутые наподобие черпака, так называемые клюкарзы. Этот инструмент промышленность не выпускает, его изготовляют кустарно, кузнечным способом, из колец подшипников, рессор или толстых пружин.
Читать дальшеИнтервал:
Закладка: