В. Волков - Сантехнические работы дома (Сделай сам №09∙1989)

- Название:Сантехнические работы дома (Сделай сам №09∙1989)
- Автор:
- Жанр:
- Издательство:Знание
- Год:1989
- Город:Москва
- ISBN:5-07-000320-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
В. Волков - Сантехнические работы дома (Сделай сам №09∙1989) краткое содержание
Предназначается для умельцев, предпочитающих своими силами поддерживать в порядке вентили, краны, водоводы, сливные бачки, а также в случае необходимости самостоятельно заменять их.
Сантехнические работы дома (Сделай сам №09∙1989) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
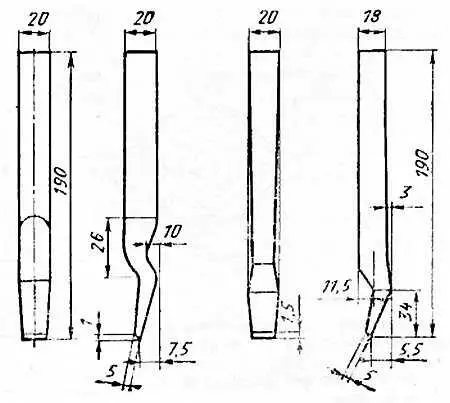
Рис. 9. Чеканки
Трубы
Трубы, которыми оснащается дом, можно разделить на пять групп. Первая группа — это подающие напорные водопроводные трубы. Вторая группа — канализационные трубы, по которым удаляется грязная вода. Третья и четвертая группы — отопительные и газопроводные трубы соответственно. В трубах пятой группы в домах жилого комплекса прокладывают электрические, телефонные и другие провода (в том числе и кабели). Наша задача рассмотреть применение труб первых четырех групп.
Стальные водонапорные трубы.Вода в квартиры, на садовые участки подается по стальным трубам, которые различаются по диаметру условного прохода Д у, то есть по номинальной величине внутреннего диаметра, в мм. Это диаметр отверстия, которое увидим, посмотрев через трубу, скажем, на солнце или на яркий источник света («диаметр в свету»). Для квартирных водогазопроводных труб он обычно составляет 15 и 20 мм (соответственно наружные диаметры таких труб раины приблизительно 21,5 и 26,8 мм). На трубах с Д у, равным 15 мм, нарезают резьбу 1/ 2" (такие трубы называют полудюймовыми). На трубах с Д у, равным 20 мм, — резьба 3/ 4". Подобные трубы бывают неоцинкованными («черными») и оцинкованными. На черных иногда четко выступает продольный сварной шов.
Лучше приобретать оцинкованные трубы, в которых оцинковывается и внутренняя поверхность. В черных трубах эта поверхность особенно ржавеет Слой же покрытия толщиной не менее 30 мкм в оцинкованных трубах надежно противостоит коррозии. Масса оцинкованных труб на 3–5 % больше неоцинкованных.
В зависимости от толщины стенки трубы делятся на легкие, обыкновенные и усиленные. У полудюймовых труб разница в толщине стенок колеблется от 2,5 до — 3,2 мм. Большая толщина потребует и больших усилий при изгибе, хотя противокоррозийная стойкость таких труб повышается.
Продают трубы в магазинах «Строительные материалы». Мерные отрезки труб поставляются заводами длиной от 4 до 12 м с резьбой по концам и одной муфтой. Но трубная цилиндрическая резьба, как и муфта, может отсутствовать.
«Малый комплект труб» можно приобрести в магазинах «Сантехника». В комплект входит несколько полудюймовых труб длиной около 1,5 м с резьбой по концам, а также угольники, муфты, вентиль. Кроме водогазопроводных труб, промышленность выпускает еще и трубы специального назначения. Так, бесшовные холодно- и горячедеформированные трубы качественнее водогазопроводных. При использовании труб специального назначения, однако, следует учитывать тот факт, что наружные диаметры таких труб отличаются от соответствующих диаметров «обычных» труб, что может вызвать затруднения при нарезании на них стандартной трубной резьбы.
Гибка труб.Без подобной операции не обойтись при установке умывальников, моек, раковин, отопительных приборов, при «обходе» балок и т. п. Гибка, кроме того, сокращает число соединений, уменьшает гидравлические сопротивления.
Изгибы в одной плоскости грубо можно разделить на отводы , утки , скобы и калачи (рис. 10).
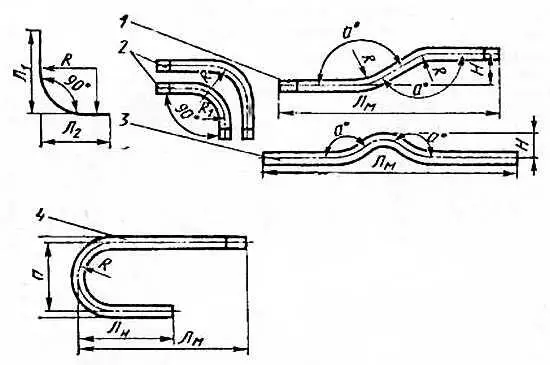
Рис. 10. Виды загибов труб:
1— утка; 2— отводы; 3— скоба; 4калач
В выпуклой наружной поверхности трубы после изгиба металл растягивается, и стенка трубы утончается. На погнутой части изгиба металл сжимается. Шов, как наиболее ослабленную часть трубы, следует располагать в слое между выпуклой и вогнутой линиями наружной поверхности трубы, то есть плоскость, проходящая через шов и ось трубы, должна быть перпендикулярна к плоскости изгиба. Причем у труб диаметром в свету 15 и 20 мм минимальный радиус изгиба должен быть не меньше удвоенного наружного диаметра трубы, а с диаметром более 25 мм — не менее утроенного наружного диаметра.
Трубы Д у, равным 15 и 20 мм, гнут в холодном состоянии. Оцинкованные трубы для сохранения покрытия рекомендуется изгибать только в холодном состоянии. Овальность сечения труб в местах изгиба (отношение разности между наибольшим и наименьшим наружным диаметрами к наименьшему наружному диаметру трубы) не должна превышать 10 %.
Возникает вопрос, как подготовить точно заготовку для загиба. Существуют многочисленные формулы и таблицы. Для отводов заготовительная длина Л заг. отводавычисляется но формуле:
Л заг. отвода= Л 1+ Л 2— Х,
где Л 1 и Л 2— длины сторон отвода, мм ; X— скид (поправка), мм .
Величина Xзависят от диаметра изгибаемой трубы, радиуса изгиба, угла изгиба и определяется по табл. 3.
Заготовительная длина трубы для утки Л заг. утки определяется но формуле:
Л заг. утки = Л м+ С,
где Л м — монтажная длина утки, мм : С— припуск, мм .
Размеры припуска Сзависят от внутреннего диаметра трубы, формы утки и определяются по табл. 4.
Для определения заготовительной длины трубы под скобу необходимо к монтажной длине скобы Л м прибавить припуск Т, то есть
Л заг. скобы = Л м + Т
Припуск Тлегко найти с помощью табл. 5.
Для загиба трубы на 180°, то есть получения калача, заготовительная длина трубы
Л заг. калача = Л м+ Л н+ а— 2 Х,
где Л м и Л н — длины сторон калача, мм ; а— расстояние между трубами, мм ; X— скид, мм .
В некоторых случаях есть путь попроще, но менее точный. Пользуйтесь им на коротких участках монтажи трубопровода. Проволока будет символизировать осевую линию трубы. Скопируйте изгибы этой трубы на проволоку. На втором куске проволоки сделайте то же. Один из кусков распрямите. Его длина и будет заготовительном длиной. Другой кусок проволоки — образец изгиба.
Наиболее удобно изгибать трубы в станке Вольнова (рис. 11).
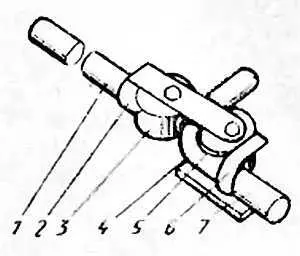
Рис. 11. Станок Вольнова для изгиба труб:
1— рукоятка; 2— скоба; 3— подвижный ролик; 4— плита; 5— ролик-шаблон; 6— хомут; 7— изгибаемая труба
Это приспособление с двумя роликами. Приспособление крепится к массивному металлическому верстаку болтами с гайками. Под хомутик обычно закладывают длинную сторону трубы, гнут короткую. Радиус изгиба обычно близок к радиусу ролика-шаблона. Поэтому приспособление оснащается несколькими роликами-шаблонами с разными радиусами и соответствующими им подвижными роликами. На таком приспособлении изгибают отводы, скобы, утки и калачи. Набивка песком (о нем будет сказано ниже) не требуется, хотя сечение изгиба и приобретает овальную форму. Для уменьшения усилий при изгибе можно нарастить рукоятку обрезком трубы, а изгибаемое место смазать любым маслом чтобы подвижный ролик лучше скользил. Чтобы каждый раз не переоснащать станок другой парой роликов, на требуемый радиус загиба и на определенный диаметр трубы выпускаются «пирамиды». В них пары роликов расположены в нисколько этажей. И «пирамида» и приспособление рассчитаны на изгиб в холодном состоянии труб с диаметрами 15, 20 и 25 мм. И чем больше ручей ролика соответствует диаметру трубы, тем более плавный изгиб и меньше овальность. Приспособление можно изготовить самому при наличии токарного станка, дрели или вертикально-сверлильного станка. Рукоятку к скобе хорошо бы приварить. Скоба и хомутик должны быть из стали толщиной не менее 5 мм. Ролики нужно выточить из стали, ибо чугунные трескаются. Оси диаметром не менее 12–18 мм фиксируются гайками, прижимая скобу. Плиту вырезают газосваркой (резаком) толщиной не менее 12–18 мм во всю ширину роликов.
Читать дальшеИнтервал:
Закладка: