Илья Мельников - Художественная обработка металла. Слесарно-кузнечные работы

- Название:Художественная обработка металла. Слесарно-кузнечные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Илья Мельников - Художественная обработка металла. Слесарно-кузнечные работы краткое содержание
Роль слесарно-кузнечных работ в обработке металлов нельзя переоценить. Книга расскажет об этапах разреза листового металла, о видах и инструментах разметки, о типах ножниц и видах их режущих лезвий, а также о ножовочном полотне.
Особое внимание в книге уделено рубке металла, условиях ее применения и правилам безопасности во время этого процесса, а также заточке зубил на станке вручную.
Художественная обработка металла. Слесарно-кузнечные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Художественная обработка металла
Слесарно-кузнечные работы
Разрезание листового металла
Разрезание листового металла представляет собой операцию разъединения целого листа, полосы или ленты на части определенной формы и размеров, которые называют заготовками.
Разрезанию предшествует разметка – операция по перенесению формы и размеров изделия с чертежа или рисунка на поверхность.
Разметка может быть плоскостной, при которой контуры рисунка лежат в одной плоскости. Пространственной, при которой линии наносят в нескольких плоскостях или на нескольких поверхностях. По шаблону или образцу.
Инструменты для разметки: чертилка, линейка, угольник, разметочный циркуль, кернер, молоток, рейсмус, разметочная плита и т.д.
В некоторых случаях поверхность для разметки предварительно окрашивают раствором мела с добавлением клея или медного купороса, чтобы линии были хорошо видны.
Листовой металл – сталь толщиной 0,7 и цветной металл 1,5 мм можно разрезать ручными ножницами.
Если толщина металла не позволяет разрезать заготовки ножницами, его распиливают ручной ножовкой или отрезным ножовочным станком.
Разрезание листового металла может быть прямолинейным, криволинейным и смешанным. При прямолинейном разрезании получают заготовки с прямолинейным контуром, квадратной, прямоугольной, ромбической и трапецеидальной формы; при криволинейном – круглой, эллипсоидальной и др.; при смешанном – сложной формы (усеченный цилиндр, конус и т.д.).
Инструментом для резки листового металла служат ножницы: ручные, стуловые, рычажные.
Ручные ножницы изготавливают из стали У7 и У8.
В зависимости от расположения режущей кромки (справа или слева от нижнего лезвия) они называются правыми или левыми.
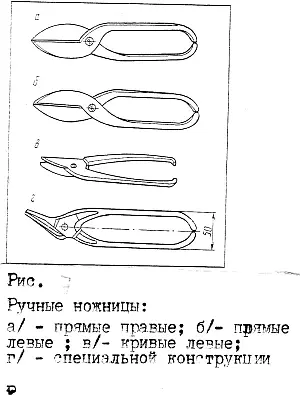
В большинстве случаев применяют правые ножницы, так как линии разметки при работе ими хорошо видны.
Левыми ножницами пользуются при вырезании криволинейных деталей, при этом резать нужно по часовой стрелке, располагая ножницы так, чтобы они не закрывали лезвием линии разметки.
Если ту же операцию производят правыми ножницами, то резание производят против часовой стрелки.
Ручные ножницы бывают с прямыми и кривыми режущими лезвиями.
Ножницы с прямыми лезвиями служат для разрезания листового железа по прямым линиям.
Ножницы с кривыми режущими лезвиями – для криволинейного и комбинированного разрезания, вырезки отверстий.
Ножницы стуловые служат для разрезания листового металла толщиной 2 – 3 мм. Одна из ручек имеет шип, расположенный под углом 90 градусов, для закрепления ножниц на стуле или в тисках.
Рычажные ножницы используют для разрезания металла толщиной до 5,0 мм большой длины.
Для резки листового металла применяются механизированные процессы резки с помощью различных электрических, вибрационных, роликовых и пневматических ножниц.
Ручными ножницами разрезают листовой металл по заранее нанесенным разметочным линиям, левой рукой отгибая отрезаемую полосу, не делая резких перегибов. Ножницы располагают так, чтобы верхнее лезвие всегда находилось над разметочной линией.
При разрезании листа на узкие полосы его нужно положить на стол и следить при разрезании, чтобы нижнее лезвие опиралось на стол, а отрезаемые полосы отгибались вперед.
Ножницы нужно раскрывать несильно – примерно на 2/3 длины лезвия, тогда они хорошо захватывают и режут металл. Сильно раскрытые ножницы металл выталкивают.
Лезвия ножниц должны быть расположены перпендикулярно плоскости листа, при перекосе они мнут металл, образуют заусеницы, ножницы при этом заедает.
Ножницы нужно все время прижимать к концу прореза, иначе появятся заусенцы. Нельзя прижимать ножницы до полного их смыкания, так как металл у концов режущих лезвий деформируется.
Режущие кромки ножниц должны плотно прижиматься друг к другу.
При неплотном прижимании в процессе резки будут появляться заусенцы и сминание металла, а при излишне плотном – затруднится процесс резки и ускорится износ кромок лезвий. Плотность прижимания регулируется винтом и гайкой, которыми скреплены лезвия.
Распиливание металла ручными или механическими ножовками применяется для получения заготовки заданной формы и толщины, а также при распиливании профильного металла, труб, отливок, для прорезания шлицев, пазов, обрезки и выделки заготовок и других работ.
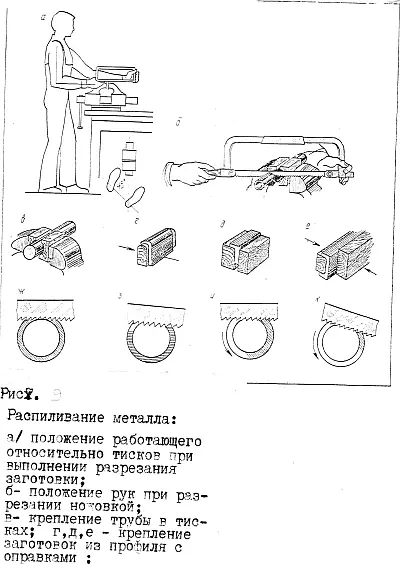
Ручная ножовка состоит из станка (рамки) и вставленного в него сменного ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце – подвижная головка с натяжным винтом и гайкой-барашком для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок могут быть цельными, либо раздвижными. Раздвижные рамки допускают закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять держатель в нужном направлении.
Для мелких работ применяют ножовку с односторонним зажимом. Поскольку полотно в такой ножовке не натянуто, работать ею следует осторожно и не полной длиной.
Ножовка компактна и малогабаритна.
Ножовочное полотно для ручных ножовок представляет собой тонкую и узкую ленту с двумя отверстиями и с зубьями на одном из ребер. Ту часть полотна, где находятся зубья закаливают, а противоположная остается незакаленной, что способствует прочности ножовочного полотна при работе.
Полотна изготовляются из стали марок У10А6, Р9, Х6ВФ. Чаще всего применяют полотна длиной 250 и 300 мм, высотой 13 и 16 мм, толщиной 0,65 и 0,8 мм.
Каждый зуб ножовочного полотна имеет форму клина (резца) с передним углом, как правило, равным 0 градусов и углом заострения, равным 50 градусам.
Для резки металлов пользуются ножовочным полотном с шагом 1,3 – 1,6 мм, при котором на длине 25 мм насчитывается 17 – 20 зубьев. Чем толще разрезаемый металл, тем крупнее должны быть зубья, и, наоборот, чем тоньше металл, тем мельче должны быть зубья ножовочного полотна.
Для металлов различной твердости применяются полотна с разным числом зубьев. Так, для мягкого металла применяют полотно с 16 зубьями, для закаленной стали средней твердости применяют полотно с 19 зубьями, для чугуна и инструментально стали применяют полотно с 22 зубьями, для твердой, угловой и полосовой стали – с 22 зубьями.
Читать дальшеИнтервал:
Закладка: