Евгения Сбитнева - Кровельные работы

- Название:Кровельные работы
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгения Сбитнева - Кровельные работы краткое содержание
В книге рассказывается о том, какие инструменты и материалы нужны для кровельных работ, какие существуют виды крыш и какова техника их монтажа, каким образом проводятся работы в зимнее и летнее время, как осуществить ремонт уже сделанной кровли, как провести отделку кровли.
Книга предназначена для широкого круга читателей.
Кровельные работы - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Особенности паяных швов. При пайке, как уже указывалось выше, используются в основном нахлесточные швы, прочность соединения которых тесно связана с величиной нахлеста. Однако при паяльных работах применяются еще стыковые, втулочные, специальные швы, а также швы с отбортовкой (рис. 136).
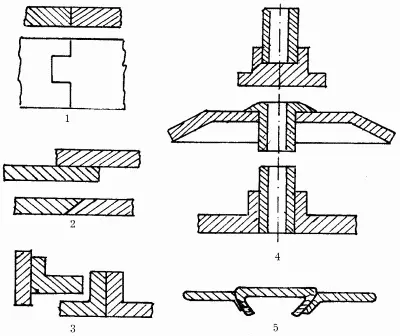
Рис. 136. Типы паяных швов: 1 – стыковые; 2 – нахлесточные; 3 – с отбортовкой; 4 – втулочные; 5 – специальные.
Нужно запомнить, что для улучшения надежности стыкового соединения его площадь можно увеличить путем выполнения косого или зубчатого стыка. Конечно, такая конструкция паяного шва потребует специальной и точной механической обработки, но она хорошо оправдывает себя, например, при пайке полотен циркулярных и ленточных пил.
Пайка различных трубчатых конструкций применяется весьма широко. Особенности трубчатых соединений показаны на рис. 137.
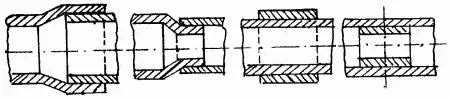
Рис. 137. Варианты трубчатых соединений.
Трубчатые соединения типов 1 и 2 возможны в том случае, когда допускается увеличение наружного диаметра трубы, а соединения типов 3 и 4 – когда нужно сохранить точный диаметр трубы. При пайке величину зазора между деталями необходимо сделать наименьшей. Это нужно для улучшения заполнения зазора припоем под воздействием капиллярных сил.
Тавровый тип соединения используется при пайке относительно редко.
Технология пайки
Ход работы при низкотемпературной пайке будет таким. Перед началом работы соединяемые детали следует тщательно очистить, а затем провести их лужение, то есть нанести путем натирания, погружения в расплав или электролитическим методом тонкий слой олова на поверхность этих деталей. Затем нужно соединить детали так, чтобы между ними остался зазор в 1–2 мм. Потом на поверхность участка соединения необходимо нанести флюс. На заключительном этапе расплавленный с помощью горелки припой заливают в зазор, а потом наносят еще на поверхность металла вокруг зазора.
При высокотемпературной пайке технология будет несколько иной. Вначале нужно провести очистку деталей и их лужение таким же образом, как и при низкотемпературной пайке. Потом необходимо аккуратно соединить детали, тщательно соблюдая рекомендуемую величину зазора. Затем следует прогреть детали в месте соединения факелом горелки до температуры расплавления и растекания припоя (это составит зону шириной около 30 мм в обе стороны от центра пайки) и нанести флюс. Далее нужно расплавить сам припой и погрузить его во флюс, а затем через некоторое время вынуть. Как только флюс на припое расплавится, надо залить припой в зазор и для хорошего растекания его в полости зазора несколько раз чуть сместить разогретые ранее детали. При этом нельзя плавить припой в пламени горелки.
Высокотемпературную пайку следует производить газовым пламенем нормального состава (небольшой избыток горючего допускается). Удельная мощность пламени должна составить (по ацетилену) для нержавеющей стали 60–70, для углеродистой стали – 100–200, меди – 150–200, латуни – 100–120 л/чмм. Здесь следует упомянуть о том, что под удельной мощностью пламени понимается часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого или подвергаемого пайке металла.
После окончания процесса пайки следует отвести пламя горелки в сторону, а соединенные детали оставить для естественного остывания. При этом ни в коем случае нельзя пытаться ускорить процесс охлаждения. В конце работы нужно очистить шов от флюса смоченной в теплой воде ветошью.
Дефекты сварки и способы их устранения
Дефекты сварных швов появляются в результате либо неправильного выбора, либо нарушения технологии изготовления сварной конструкции, а также в результате использования некачественных сварочных материалов и невысокой квалификации сварщика.
Дефекты подразделяются на внешние и внутренние. Причем внешние дефекты можно выявить путем осмотра невооруженным глазом или с помощью лупы с десятикратным увеличением, в то время как для установления внутренних дефектов требуется использование специальных методов: металлографические исследования, химический анализ, механические испытания, просвечивание рентгеновскими или гамма-лучами, магнитные и ультразвуковые методы контроля. Для выявления дефектов сварное соединение нужно предварительно очистить от шлака, окалины и металлических брызг.
К внешним дефектам относятся: нарушение размеров и формы шва, подрез зоны сплавления, прожог, наплыв, непровар, поверхностное окисление, незаваренные кратеры, поверхностные поры, продольные и поперечные трещины.
К внутренним дефектам относятся следующие: внутренние поры, непровар, неметаллические включения и микротрещины.
Нарушение размеров и форм шва проявляется в чрезмерном усилении и резких переходах от основного металла к наплавленному, а также в неполномерности высоты и ширины шва. При ручной сварке данные дефекты возникают в результате неаккуратной подготовки свариваемых кромок, неправильного выбора сварочного тока, невысокого качества сборки под сварку и низкой квалификации сварщика. Дефекты формы шва могут возникнуть и в результате колебания напряжения в сети при выполнении работы. При автоматизированной сварке нарушения размеров и формы швов могут быть из-за несоблюдения режима сварочного процесса (скорости сварки, скорости подачи электродов, сварочного тока) и неправильной разделки шва.
Подрез зоны сплавления выглядит в виде узкого углубления в основном металле вдоль края сварного шва. Этот дефект возникает при усиленной мощности горелки, при сварке удлиненной дугой, неправильном положении электрода или горелки и присадочного прутка, а также при сварке большим током.
Прожог представляет собой сквозное отверстие в сварном шве. Основные причины его возникновения следующие: малая толщина свариваемого металла, завышенная мощность пламени горелки, большой сварочный ток, незначительное притупление свариваемых кромок и неравномерный зазор между ними по расстоянию.
Наплыв – натекание металла шва на непрогретую поверхность свариваемого металла или прежде выполненного валика без сплавления с ним. Дефект возникает при некачественных электродах и несоответствии скорости сварки и сварочного тока разделке шва, а также при низкой квалификации сварщика.
Непровар проявляется в виде местного несплавления свариваемых кромок основного и наплавленного металлов и может быть результатом плохой подготовки свариваемых кромок (отсутствие зазора, большое притупление, незначительный угол скоса), смещения электрода к одной из кромок, быстрого перемещения электрода по шву.
Читать дальшеИнтервал:
Закладка: