Владимир Кимельблат - Сварка полимерных труб и фитингов с закладными электронагревателями

- Название:Сварка полимерных труб и фитингов с закладными электронагревателями
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2013
- Город:Казань
- ISBN:978-5-7882-1519-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Владимир Кимельблат - Сварка полимерных труб и фитингов с закладными электронагревателями краткое содержание
Сварка полимерных труб и фитингов с закладными электронагревателями - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
2. Влияние структуры полиолефинов на долговечность изготовленных из них труб и их сварных соединений / В.И. Кимельблат [и др.] // Долговечность и защита конструкций от коррозии строительство, реконструкция: матер. междунар. конф. – М., 1999. – С. 332-339.
3. Влияние качества сырья на эксплуатационные свойства ПЭ труб/ В.И. Кимельблат [и др.]//Пласт. массы. – 1988. –№ 2. – С. 52,53.
4. Влияние свойств полиэтилена низкого давления на долговечность сварных соединений / В.И. Кимельблат [и др.]//Механика композитных материалов. – 1996. –№ 6. –С. 842-847.
5. Кимельблат, В.И. Роль, место и обучение кадров в технологическом процессе применения полимерных труб / В.И. Кимельблат // Полимерные трубы. – 2008. –№ 4 (22). –С. 70-78.
6. СП 40-102-200 °Cвод правил по проектированию и строительству. «Проектирование и монтаж трубопроводов систем водоснабжения и канализации из полимерных материалов».
7. СП 42-103-2003 Свод правил по проектированию и строительству. «Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов».
8. Электродиффузионная сварка труб и фитингов: учебное пособие/ В.И. Кимельблат, И.В. Волков; Федер. агентство по образованию, Казан. гос. технол. ун-т. – Казань: КГТУ, 2010. – 84 с.
9. Традиции и новации в электродиффузионной сварке/ В.И. Кимельблат, И.В. Волков, Н.В.Прокопьев; М-во образ. и науки, Казан. нац. исслед. технол. ун-т. – Казань: КНИТУ, 2011.-108 с.
1 . ОБЩИЕ ПОЛОЖЕНИЯ
Термин «сварка пластмасс» означает процесс получения неразъемных соединений деталей из термопластичных полимерных материалов. Для осуществления сварки полимерные детали разогреваются до температуры, обеспечивающей переход полимера в вязкотекучее состояние, и соединяются под определенным давлением.
Отличительная особенность сварки – возможность получения, в области соединения, материала наиболее близкого по составу и свойствам к основному материалу свариваемых изделий [1].
Естественно реологические процессы, протекающие при сварке, накладывают отпечаток на ориентацию макромолекул в области сварки и формирование надмолекулярных образований, однако химические свойства материала сварного соединения подобны свойствам основного материала.
Сварка не предусматривает целенаправленных проведение химических реакций. Однако при нагревании полимеров неизбежно ускоряются нежелательные химические реакции, в частности, термоокислительная деструкция полиолефинов, а также сшивка характерная для полиэтиленов низкого давления, негативно влияющие на свойства сварных соединений [2].
Согласно общепринятым представлениям на качество сварных соединений влияет природа и характеристики свариваемых полимеров, конструкция соединения и технология его выполнения.
Основные технологии сварки различаются по способу нагревания соединяемых поверхностям, специфическим процедурам и основным параметрам сварки. Конструкция сварочных машин должна обеспечивать точное соблюдение норм сварки.
Независимо от технологических особенностей сварки для качества сварных соединений важны поверхностные явления между свариваемыми деталями, реологические процессы (вязко-упругие высокоэластические и пластические деформации, а также течение расплавов полимеров), кинетика диффузии макромолекул и их сегментов, ориентация макромолекул в области соединения и внутренние напряжения сварочного происхождения.
Все эти положения актуальны в отношении сварки закладными нагревателями (ЗН).
При сварке ЗН свариваемые поверхности соединяются внахлест. Источником тепла обычно является металлическая проволока с высоким сопротивлением, разогреваемая электрическим током. Проволока (ЗН) при изготовлении фитинга размещается на рабочей поверхности фитинга (рис 1.1).
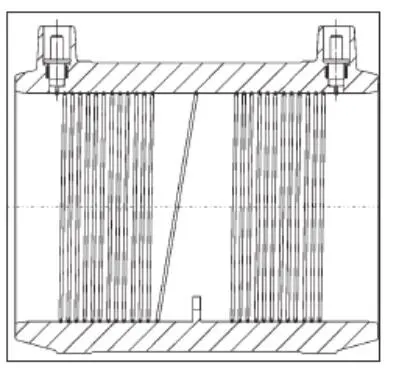
Рис. 1.1. Размещение проволоки в муфте
Известны попытки применить тепловыделяющие элементы из полимерных электропроводящих композиций, но они не получили широкого распространения.
Тепловая энергия распространяется в зоне сварки в течение всего периода сварки. При этом вначале плавится материал фитинга или раструба, а затем материал трубы. Такой механизм наиболее явно выражен для фитингов с закрытыми спиралями, утопленными в теле фитинга.
Если спирали расположены на поверхности детали, то разогрев свариваемых поверхностей начинается практически одновременно.
В пространстве между свариваемыми поверхностями образуется определенный объем расплава, который продолжает расширяться по мере роста температуры. Расширяясь, расплав вытекает из горячей зоны действия электроспиралей в холодную зону, где застывает в зазоре между свариваемыми деталями, образуя «пробку», препятствующую дальнейшему течению расплава. Дальнейший разогрев расплава приводит к образованию сварочного давления, обеспечивающего надежную сварку заготовок.
Сварка ЗН чаще всего применяется для соединения заготовок их следующих материалов:
–полиэтилен (ПЭ) низкого давления (высокой плотности, средней плотности) – PE-HD (ПЭНД);
– полиэтилен сшитый – PEX (ПЭС);
–статистический сополимер пропилена и этилена, – PP-RС (ПП-Р или ПП тип 3);
–полибутен – РВ (ПБ).
Полимерные трубы и фитинги с ЗН не разрешается изготавливать из базовых полимеров. Чистые, исходные, полимеры не обладают необходимым комплексом свойств, в частности стойкостью к термоокислительной деструкции, фотостарению и механодеструкции. Согласно действующим нормам, при производстве труб и соединительных деталей применяют только специальные композиционные материалы.
Композиция – это гомогенная гранулированная смесь базового полимера с добавками (антиоксиданты, пигменты и УФстабилизаторы и другие), вводимыми на стадии производства композиции (компаундирование) в концентрациях, необходимых для переработки материала и использования изделия. Важнейшей характеристикой трубной композиции является минимальная длительная прочность материала (Minimum required strength (MRS)). Соответствие MRS полимера нормам, гарантирует его эксплуатационные качества в части долговечности труб. MRS используется в расчетах рабочего давления в трубопроводе.
Фитинги с ЗН изготавливаются преимущественно методом литья под давлением, но из композиций экструзионного назначения.
Композиции полиолефинов отличаются хорошей свариваемостью , т.е. способностью образовывать сварные соединения необходимого качества в достаточно широком диапазоне технологических параметров сварки.
Читать дальшеИнтервал:
Закладка:

![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)