БСЭ - Большая Советская энциклопедия (ДЕ)

- Название:Большая Советская энциклопедия (ДЕ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (ДЕ) краткое содержание
Большая Советская энциклопедия (ДЕ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Велосиметрический метод эходефектоскопии основан на измерении изменения скорости распространения упругих волн в зоне расположения дефектов в многослойных конструкциях, используется для обнаружения зон нарушения сцепления между слоями металла.
Импедансный метод основан на измерении механического сопротивления (импеданса) изделия датчиком, сканирующим поверхность и возбуждающим в изделии упругие колебания звуковой частоты. Этим методом можно выявлять дефекты в клеевых, паяных и др. соединениях, между тонкой обшивкой и элементами жёсткости или заполнителями в многослойных конструкциях. Обнаруживаемые дефекты площадью от 15 мм 2 и более отмечаются сигнализатором и могут записываться автоматически.
Метод свободных колебаний (см. Собственные колебания ) основан на анализе спектра свободных колебаний контролируемого изделия, возбуждённого ударом; применяется для обнаружения зон нарушения соединений между элементами в многослойных клеёных конструкциях значительной толщины из металлических и неметаллических материалов.
Ультразвуковая Д., использующая несколько переменных параметров (частотный диапазон, типы волн, режимы излучения, способы осуществления контакта и др.), является одним из наиболее универсальных методов неразрушающего контроля.
Капиллярная Д. основана на искусственном повышении свето- и цветоконтрастности дефектного участка относительно неповреждённого. Методы капиллярной Д. позволяют обнаруживать невооружённым глазом тонкие поверхностные трещины и др. несплошности материала, образующиеся при изготовлении и эксплуатации деталей машин. Полости поверхностных трещин заполняют специальными индикаторными веществами (пенетрантами), проникающими в них под действием сил капиллярности. Для так называемого люминесцентного метода пенетранты составляют на основе люминофоров (керосин, нориол и др.). На очищенную от избытка пенетранта поверхность наносят тонкий порошок белого проявителя (окись магния, тальк и т.п.), обладающего сорбционными свойствами, за счёт чего частицы пенетранта извлекаются из полости трещины на поверхность, обрисовывают контуры трещины и ярко светятся в ультрафиолетовых лучах. При так называемом цветном методе контроля пенетранты составляют на основе керосина с добавлением бензола, скипидара и специальных красителей (например, красной краски). Для контроля изделий с тёмной поверхностью применяют магнитный порошок, окрашенный люминофорами (магнитнолюминесцентный метод), что облегчает наблюдение тонких трещин.
Чувствительность капиллярной Д. позволяет обнаруживать поверхностные трещины с раскрытием менее 0,02 мм . Однако широкое применение этих методов ограничено из-за высокой токсичности пенетрантов и проявителей.
Д. — равноправное и неотъемлемое звено технологических процессов, позволяющее повысить надёжность выпускаемой продукции. Однако методы Д. не являются абсолютными, т.к. на результаты контроля влияет множество случайных факторов. Об отсутствии дефектов в изделии можно говорить только с той или иной степенью вероятности. Надёжности контроля способствует его автоматизация, совершенствование методик, а также рациональное сочетание нескольких методов. Годность изделий определяется на основании норм браковки, разрабатываемых при их конструировании и составлении технологии изготовления. Нормы браковки различны для разных типов изделий, для однотипных изделий, работающих в различных условиях, и даже для различных зон одного изделия, если они подвергаются различному механическому, термическому или химическому воздействию.
Применение Д. в процессе производства и эксплуатации изделий даёт большой экономический эффект за счёт сокращения времени, затрачиваемого на обработку заготовок с внутренними дефектами, экономии металла и др. Кроме того, Д. играет значительную роль в предотвращении разрушений конструкций, способствуя увеличению их надёжности и долговечности.
Лит .: Трапезников А. К., Рентгенодефектоскопия, М., 1948; Жигадло А. В., Контроль деталей методом магнитного порошка, М., 1951; Таточенко Л. К., Медведев С. В., Промышленная гамма-дефектоскопия, М., 1955; Дефектоскопия металлов. Сб. ст., под ред. Д. С. Шрайбера, М., 1959; Современные методы контроля материалов без разрушения, под ред. С. Т. Назарова, М., 1961; Кифер И. И., Испытания ферромагнитных материалов, 2 изд., М. — Л., 1962; Гурвич А. К., Ультразвуковая дефектоскопия сварных соединений, К., 1963; Шрайбер Д. С., Ультразвуковая дефектоскопия, М., 1965; Неразрушающие испытания. Справочник, под ред. Р. Мак-Мастера, пер. с англ., кн. 1—2, М. — Л., 1965; Дорофеев А. Л., Электроиндуктивная (индукционная) дефектоскопия, М., 1967.
Д. С. Шрайбер .

Рис. 6. Ультразвуковая многоканальная установка для автоматизированного контроля слитков эхометодом: 1 — ванна для погружения изделий; 2 — манипулятор для юстировки искательной головки; 3 — самозаписывающий регистратор дефектов; 4 — ультразвуковые дефектоскопы; 5 — приборы для контроля шага и скорости сканирования; 6 — пульт управления; 7 — контролируемый слиток; 8 — приводной валок.

Рис. 3. Осадок магнитного порошка (из суспензии) на невидимых глазом закалочных трещинах в стальной детали.

Рис. 4. Универсальный магнитный дефектоскоп с электронным управлением. Контролируемая деталь (вал) установлена в бабках дефектоскопа.

Рис. 2. Снимок в гамма-излучении (слева) и фотография разреза прибыли (справа) слитка массой около 500 кг ; видна усадочная раковина.
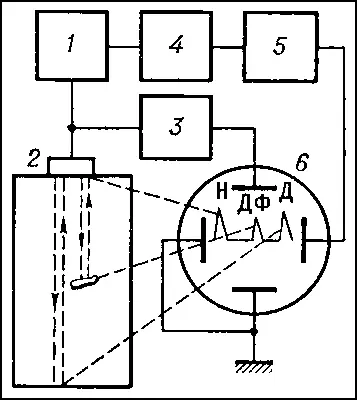
Рис. 5. Блок-схема ультразвукового эходефектоскопа: 1 — генератор электрических импульсов; 2 — пьезоэлектрический преобразователь (искательная головка); 3 — приёмно-усилительный тракт; 4 — хронизатор; 5 — генератор развёртки; 6 — электроннолучевая трубка; Н — начальный сигнал; Д — донный эхосигнал; ДФ — эхосигнал от дефекта.
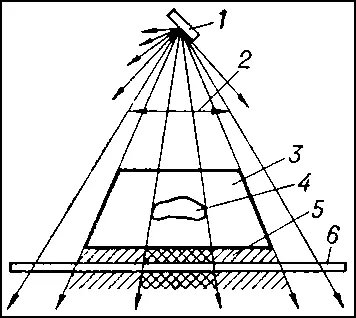
Рис. 1. Схема рентгеновского просвечивания: 1 — источник рентгеновского излучения; 2 — пучок рентгеновских лучей; 3 — деталь; 4 — внутренний дефект в детали; 5 — невидимое глазом рентгеновское изображение за деталью; 6 — регистратор рентгеновского изображения.
Интервал:
Закладка:









