БСЭ БСЭ - Большая Советская Энциклопедия (КО)

- Название:Большая Советская Энциклопедия (КО)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (КО) краткое содержание
Большая Советская Энциклопедия (КО) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Степень технического совершенства К. определяется удельным расходом мощности K N:
K N=  ( квт · ч ) /т,
( квт · ч ) /т,
где N q— мощность в квт; Q — производительность в т/ч.
Высокая производительность, простота конструкции и сравнительно невысокая стоимость, возможность выполнения на К. различных технологических операций, невысокая трудоёмкость работ, обеспечение безопасности труда, улучшение его условий — всё это обусловило широкое применение К. во всех областях народного хозяйства: в чёрной и цветной металлургии, машиностроении, горной, химической, пищевой и др. отраслях промышленности. В промышленном производстве К. являются неотъемлемой составной частью технологического процесса. К. позволяют устанавливать и регулировать темп производства, обеспечивать его ритмичность. Являясь основным средством комплексной механизации и автоматизации транспортных и погрузо-разгрузочных процессов, и поточных технологических операций, К. вместе с тем освобождают рабочих от тяжелых и трудоемких транспортных и погрузочно-разгрузочных работ, делают их труд более производительным. Широкая конвейеризация составляет одну из характерных черт развитого промышленного производства. Это объясняется тем, что внедрение загрузочных и разгрузочных, дозировочных, счетных и взвешивающих автоматов, автоматических очищающих и смазывающих устройств, разнообразной контрольной, защитной и блокировочной аппаратуры, средства автоматического управления невозможно без применения К. как одной из основных машин, комплектующих систему автоматизированного производства. О применении К. см. также в статьях Механизация производства, Автоматизация производства, Конвейерная сборка, Пневматический транспорт.
Лит.: Зенков Р. Л., Петров М. М., Конвейеры большой мощности, М., 1964; Спиваковский А. О., Потапов М. Г., Котов М. А., Карьерный конвейерный транспорт, М., 1965; Транспортирующие и перегрузочные машины для комплексной механизации пищевых производств, под ред. А. Я. Соколова, М., 1964; Спиваковский А. О., Дьячков В. Н., Транспортирующие машины, 2 изд., М., 1968.
Э. И. Ридель.
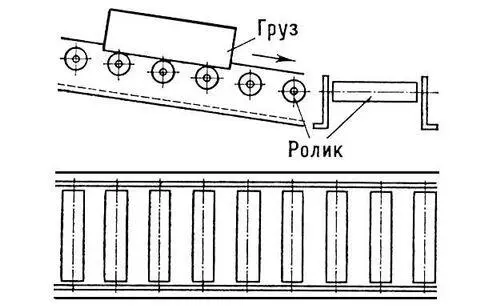
Рис. 4. Схема роликового конвейера.
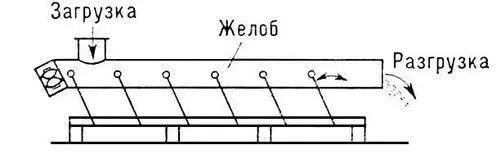
Рис. 5. Схема качающегося конвейера.
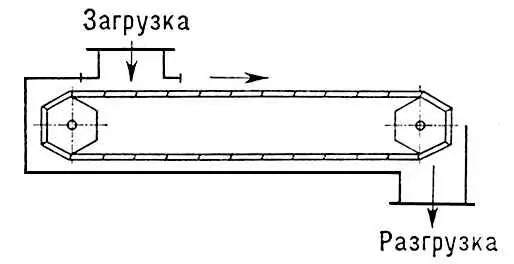
Рис. 2. Схема пластинчатого конвейера.
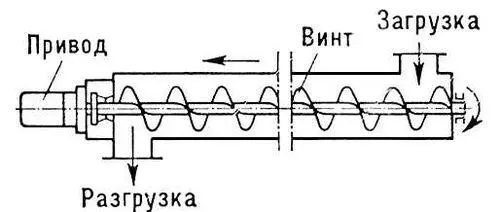
Рис. 3. Схема винтового конвейера.
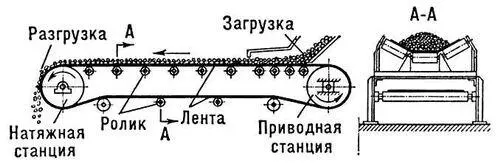
Рис. 1. Схема ленточного конвейера с лентой желобчатой формы.
Конвейерная печь
Конве'йерная печь,промышленная печь, в которой изделия в процессе нагрева перемещаются от загрузочного отверстия к выгрузочному на конвейере. К. п. применяют для нагрева металлических изделий перед обработкой давлением и при термической обработке, для сушки литейных форм и др. По конструкции К. п. подразделяют на печи с подподовым, подовым и надподовым конвейером (). В К. п. с подподовым конвейером цепи конвейера расположены в каналах пода, а в рабочем пространстве печи находятся только несущие элементы, на которые укладывают изделия. Цепи работают при более низкой температуре, чем температура нагрева изделий. В этих К. п. нагревают листовой металл до 900 °С. Длина печи не превышает 25 м. Цепи подового конвейера расположены в рабочем пространстве печи и их температура равна температуре нагрева изделий. При длине 15—20 м К. п. с подовым конвейером применяют для нагрева изделий до 600 °С, а при длине менее 5 м — до 800 °С. В таких К. п. проводят термическую обработку рельсов и нагревают изделия из цветных металлов. Цепь надподового конвейера расположена над рабочим пространством печи. В своде печи предусматривают щель, через которую в рабочее пространство вводят подвески с несущими элементами. К. п. с надподовым конвейером применяют для обжига эмали при производстве посуды, корпусов холодильников и др. (см. Проходные печи ) . К. п. обогревают газом, жидким топливом и электрическими нагревателями сопротивления.
Лит.: Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, М., 1970, гл. 25.
В. М. Тымчак.
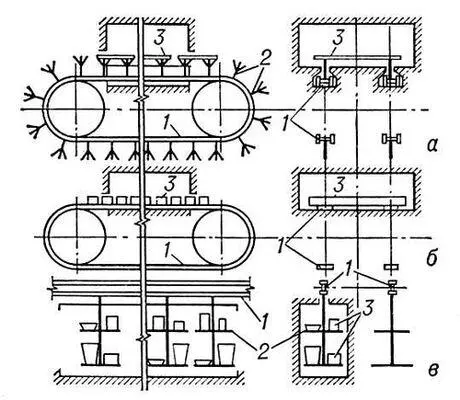
Схемы конвейерной печи: а — с подподовым конвейером; б — с подовым конвейером; в — с надподовым конвейером; 1 — цепь конвейера; 2 — несущий элемент; 3 — нагреваемое изделие.
Конвейерная сборка
Конве'йерная сбо'рка,сборка изделий с непрерывным или периодическим их движением, осуществляемым принудительно на конвейере. К К. с. относится также сборка изделий, установленных на специальной площадке, платформе или тележке, которые двигаются с одинаковой скоростью непрерывно или с периодическими остановками.
К. с. осуществляется в поточном производстве и имеет целью снижение трудоёмкости процесса сборки, облегчение условий труда и обеспечение ритмичности производства. К. с. требует строгого расчленения сборочного процесса на отд. элементы (операции). Каждая операция выполняется одним рабочим или автоматически. В последнем случае в функции рабочего входят только контроль и управление сборочным автоматом. Движение конвейера при К. с. — непрерывное или прерывистое — определяется производительностью, временем, затрачиваемым на одну операцию, характером собираемого изделия и условиями производства. Так, в станкостроении при времени выхода со сборки двух смежных готовых изделий (темпе производства) от 0,3 до 2 ч применяется прерывистое движение, при темпе менее 0,3 ч — непрерывное движение собираемого изделия. При периодическом движении конвейера сборочная операция производится в момент его остановки. Точный принудительный темп К. с. является организующим фактором всей работы предприятия. К. с. распространена в крупносерийном и массовом производствах (автомобиле- и тракторостроение, часовое производство и т.п.), а также в серийном производстве (например, станкостроение).
С. И. Шапиро.
Конвективный теплообмен
Интервал:
Закладка: