БСЭ БСЭ - Большая Советская Энциклопедия (КУ)

- Название:Большая Советская Энциклопедия (КУ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (КУ) краткое содержание
Большая Советская Энциклопедия (КУ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
При взрывном штамповании ударная волна, возникающая при сгорании заряда взрывчатого вещества, деформирует заготовку, придавая ей нужную форму. Вследствие кратковременности процесса ( мсек — мксек ) штампы можно изготовлять не только из дешёвых малоуглеродистых сталей, но и из таких материалов, как бетон, дерево, пластмасса и т. д.
Высокоскоростная штамповка— способ обработки труднодеформируемых материалов с высокой точностью на молотах, скорость падающей части (бабы) которых при ударе достигает 40—60 м/сек. У обычных молотов не выше 8 м/сек. Масса соударяющихся частей у высокоскоростных молотов при одинаковой энергии удара во много раз меньше, чем у обычных молотов.
Для получения различных изделий применяют деформирование заготовок силами, возникающими при взаимодействии электромагнитных полей, образующихся во время разряда мощной конденсаторной батареи ( рис. 3 ). Этот способ, называемый электромагнитной формовкой, позволяет получать до 600 изделий в час. Применяется для изготовления различных изделий, например рефлекторов из полированных листов без последующей обработки, для соединения деталей, в том числе и из разнородных материалов (например, металла и керамики), и т. д. Разновидностью этого способа является электрогидравлическая формовка, при которой используется энергия ударной волны, образующейся в результате электрического разряда в жидкости ( рис. 4 ).
Гидростатическое прессование, или гидроэкструзия, основано на использовании жидкости для передачи высокого давления — от 10 до 3000 Мн/м 2 (100—30000 кгс/см 2 ) . Этим способом выдавливают прутки и профильные изделия, получают детали, имеющие форму тел вращения, главным образом из малопластичных и труднодеформируемых сплавов.
Изделия из порошкообразных материалов получают способом гидростатического спрессовывания (или газостатического). Материалы в эластичной (резиновой, полимерной, свинцовой, тонкой стальной и т. и.) оболочке помещают в контейнер, в который подаётся жидкость под давлением до 800 Мн/м 2 (8000 кгс/см 2 ) . При этом происходит равномерное уплотнение заготовки, форма получаемых изделий повторяет форму исходной заготовки. Гидростатическое спрессовывание осуществляется при температурах до 400—500°С, a газостатическое — до 2000—2500°С. При газостатическом спрессовывании рабочей средой является нейтральный газ (обычно аргон). Давление газа достигает 200—500 Мнм 2 (2000—5000 кгс/см 2 ) .
Изделия К.-ш. п. применяют в автомобильной и авиационной промышленности, тракторостроении, приборостроении, лёгкой промышленности, в производстве предметов широкого потребления. производство кузнечно-прессовых машин в СССР в 1940 составляло 4,7 тыс. штук, в 1972 составило 43,9 тыс. штук, а к 1975 достигнет 60—65 тыс. штук в год.
Лит.: Рыбаков Б. А., Ремесло древней Руси, М., 1948; Сторожев М. В., Попов Е. А., Теория обработки металлов давлением, М., 1971; Залесский В. И., Оборудование кузнечно-прессовых цехов, М., 1964; Пихтовников Р. В., Завьялова В. И., Штамповка листового металла взрывом, М., 1964; Романовский В. П., Справочник по холодной штамповке, М.— Л., 1965; Ковка и объемная штамповка стали. Справочник, под ред. М. В. Сторожева, т. 1—2, М., 1967—68.
Б. В. Розанов, В. П. Линц.
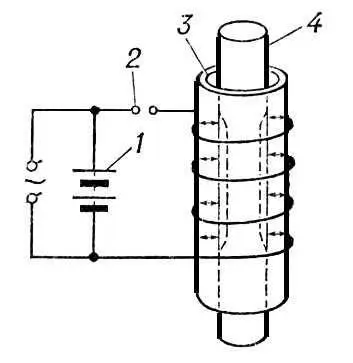
Рис. 3. Схема электромагнитной формовки: 1 — конденсаторная батарея; 2 — разрядник; 3 — катушка индуктивности; 4 — трубная заготовка.

Рис. 1. Ковочно-гидравлический пресс с усилием 10 Мн (1000 тc ), работающий с двумя манипуляторами.
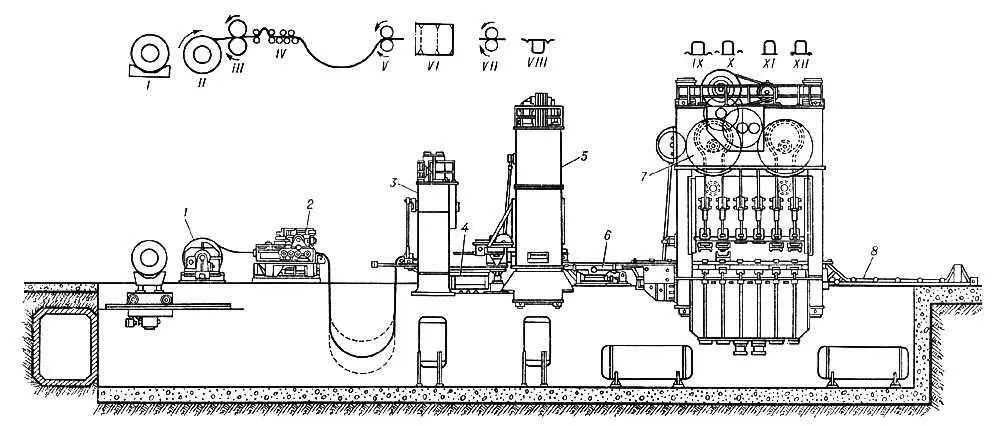
Рис. 2. Схема автоматизированной линии для штамповки картеров двигателей: I — исходное положение рулона стальной ленты; II — размотка; III — чистка; IV — правка; V — подача; VI — вырубка заготовки; VII — смазка; VIII — вытяжка изделия; IX — переформовка радиусов и правка фланцев; X — обработка фланцев по контуру; XI — формовка ребер жесткости и фланцовка по контуру; XII — пробивка отверстий; 1 — разматывающее устройство; 2 — листоправильная машина; 3 — двухкривошинный пресс простого действия с валковой подачей; 4 — механизм передачи и подъема стопы заготовок; 5 — однокривошипный пресс двойного действия для вытяжки; 6 — механизм передачи изделий и съёма штампа; 7 — многопозиционный пресс с грейферной подачей; 8 — механизм транспортирования изделий и съёма штампа.
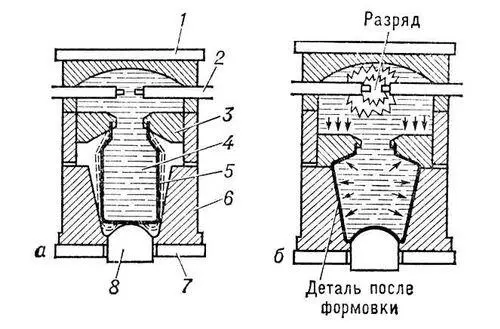
Рис. 4. Схема электрогидравлической формовки: а — установка заготовки; б — получение детали после действия разряда (формовки): 1 — ползун; 2 — электроды; 3 — подвижная матрица; 4 — вода; 5 — заготовка; 6 — неподвижная матрица; 7 — подштамповая плита; 8 — выталкиватель.
«Кузнечно-штамповочное производство»
«Кузне'чно-штампо'вочное произво'дство»,ежемесячный научно-технический журнал, орган министерства станкостроительной и инструментальной промышленности СССР и Научно-технического общества машиностроительной промышленности. Издаётся в Москве с 1959. Освещает вопросы теории и практики ковки, горячей и холодной объёмной штамповки, производства поковок и продукции листовой штамповки, совершенствования прогрессивных технологических процессов, эффективного использования оборудования, механизации и автоматизации производства. Тираж (1973) 9,5 тыс. экземпляров.
Кузнечно-штамповочный автомат
Кузне'чно-штампо'вочный автома'т,кузнечная машина для штамповки изделий из проволоки, прутка, ленты, полосового материала и др. Все движения исполнительных органов К.-ш. а. совершаются взаимосогласованно в автоматическом цикле. Подача материала или заготовок осуществляется также автоматически без участия рабочего. К.-ш. а. подразделяются на группы: для холодной объёмной штамповки (в т. ч. холодно-высадочные), для горячей штамповки, обрезные, например обрезной пресс, и для повторной высадки, резьбонакатные автоматы, листоштамповочные автоматы, гвоздильные, пружинонавивочные станки (в т. ч. для изготовления пружинных шайб), цепеделательные автоматы, универсально-гибочные и различные специальные и специализированные автоматы. На К.-ш. а. изготовляют детали, полуфабрикаты или штампованные заготовки многих типоразмеров крепежных изделий; шариков, роликов, колец и сепараторов подшипников качения; звеньев цепей; шаровых, ступенчатых и полых пальцев и осей; колпачковых гаек автомобилей, корпусов свечей автомобильных двигателей, клапанов; деталей приборов, электромашин, некоторых изделий оборонной техники; стрелок часов, деталей фурнитуры и т. п. Штамповку сравнительно простых изделий осуществляют на однопозиционных (одно-, двух- и трёх-ударных) К.-ш. а., более сложные детали и полуфабрикаты изготовляют на двух- и многопозиционных автоматах и комбайнах. Изделия, полученные на. автоматах для холодной объёмной штамповки, имеют точность классов 2а, 3 и 3а, чистоту 6—10-го класса. На горячештамповочных автоматах получают изделия более крупные, но их точность и чистота поверхности ниже, чем холодноштампованных изделий. Диапазон диаметров материала, обрабатываемого на К.-ш. а. в холодном и горячем состоянии, составляет соответственно 0,8—52 мм и 16—90 мм. Наибольшее номинальное усилие К.-ш. а. для объёмной и листовой штамповки соответственно 50—40000 кн (5—4000 тс ); производительность от 16 до 2200 изделий в минуту.
Читать дальшеИнтервал:
Закладка: