БСЭ БСЭ - Большая Советская Энциклопедия (ПР)

- Название:Большая Советская Энциклопедия (ПР)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (ПР) краткое содержание
Большая Советская Энциклопедия (ПР) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
1) операция, применяемая при обработке металлов давлением (например, ковке ) с целью уменьшения толщины стенки и увеличения длины исходной заготовки, имеющей форму стакана и обычно полученной в результате несквозной прошивки. Под действием пуансона заготовка протягивается через одну или несколько последовательно расположенных матриц. Обычно П. производят на протяжных гидравлических прессах.
2) То же, что вытяжка.
Протяжка (инструмент)
Протя'жка,многолезвийный металлорежущий инструмент для обработки сквозных отверстий и наружных поверхностей деталей на протяжных станках. В зависимости от формы обрабатываемой поверхности различают П.: цилиндрические, гранёные (квадратные, шестигранные и др.), шлицевые, шпоночные, наружные плоские, наружные фасонные.
У П. для внутреннего протягивания ( рис. , а) зубья, расположенные на режущей части (постепенно возвышающиеся), выполняют основную работу по срезанию припуска. Калибрующая часть П. имеет от 3 до 8 зубьев; первый из них срезает очень малый слой металла и придаёт отверстию окончательную форму, остальные являются запасными (работают после переточек П.). П. для наружного протягивания ( рис. , б) изготовляются в виде прямоугольного бруска; имеют режущую и калибрующую части. Кроме режущих, применяют выглаживающие П., которые не режут, а выравнивают и уплотняют металл; уплотнённый слой обладает высокой износостойкостью. Зубья выглаживающих П. не имеют углов резания; такие зубья делают иногда на калибрующей части режущей П.
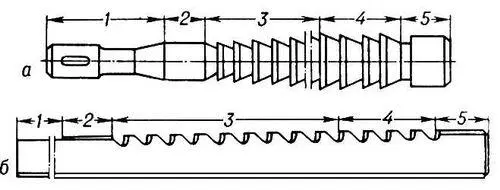
Протяжки: а — для внутреннего протягивания; б — для наружного протягивания; 1 — хвостовик; 2 и 5 — передняя и задняя направляющие части; 3 — режущая часть; 4 — калибрующие зубья.
Протяжная печь
Протяжна'я печь, термическая печь для обработки металлической ленты, непрерывно протягиваемой через рабочее пространство по опорным роликам или на газовой подушке. Одну или несколько разных П. п. включают в состав поточных линий, в которых наряду с термической и термохимической обработкой ленту очищают, травят, наносят на неё покрытия (цинковое, алюминиевое, пластиковое, электроизоляционное и др.), окрашивают, сушат, правят и т.д. П. п. классифицируют по назначению (например, для закалки, нормализации, отжига, отпуска) и по конструкции — горизонтальные и вертикальные ( рис. ). Длина горизонтальных П. п. достигает 300 м, производительность до 75 т/ч. В них обрабатывают ленту шириной до 2,5 м, толщиной 0,2—6 мм со скоростью до 4 м/сек. Для повышения производительности и экономии площади цеха иногда печи делают 2—5-этажными. Высота вертикальных П. п. 15—45 м, число оборотов ленты 1—50. Общая длина ленты в печи достигает 1 км. В многооборотных вертикальных П. п. обрабатывают ленту толщиной 0,05—1,5 мм при скорости до 10 м / сек с производительностью до 100 т / ч, а в однооборотных — ленту толщиной до 3 мм. Опорные ролики изготовляют из жаропрочной стали. Приводы роликов электрические. Большинство П. п. многокамерные: камеры нагрева, выдержки, медленного и быстрого охлаждения, закалки, сушки и др. устанавливают последовательно и соединяют тамбурами или разделяют перегородками. Число, размеры, назначение, температурный и газовый режим камер выбирают в зависимости от технологии обработки. Тепловой режим П. п. — постоянный во времени и переменный по длине печи. Нагревательные и охлаждающие элементы располагают в печи по обе стороны ленты. П. п. без атмосферы контролируемого состава работают с непосредственным пламенным нагревом и охлаждением ленты воздухом или водой. При работе с атмосферой контролируемого состава П. п. обогревают радиационными трубами или электрическими нагревателями сопротивления, а в камерах охлаждения воздух или вода отделены от ленты и передают тепло к ней через стенки стальных труб или муфеля. Для ускорения нагрева и охлаждения ленты в П. п. применяют циркуляцию печной атмосферы. Перспективны П. п. с использованием скоростных способов нагрева и охлаждения (газоструйного, электроннолучевого, в металлических и солевых расплавах и др.). Особые возможности открывает метод транспортирования ленты на газовой подушке с применением струйного нагрева и охлаждения ленты.
Лит.: Аптерман В. Н., Тымчак В. М., Протяжные печи, М., 1969; Справочник конструктора печей прокатного производства, под ред. В. М. Тымчака, т. 1—2, М., 1970.
В. Н. Аптерман.
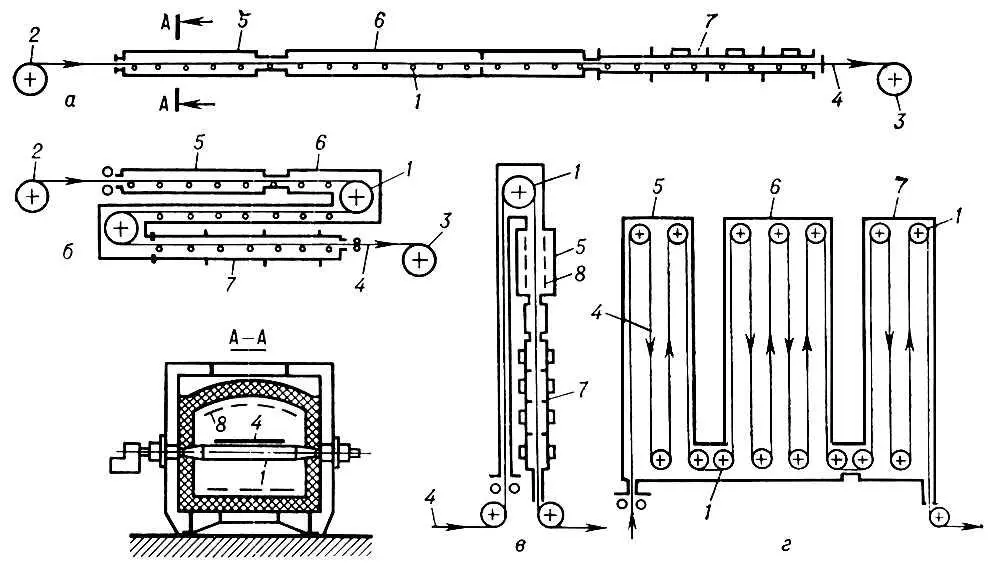
Основные схемы протяжных печей: а — горизонтальная; б — горизонтальная 3-этажная; в — вертикальная однобортная; г — вертикальная многобортная; 1 — опорный ролик; 2 и 3 — устройства для разматывания и сматывания рулонов; 4 — металлическая лента; 5 — камера нагрева; 6 — камера выдержки; 7 — камера охлаждения; 8 — нагреватели.
Протяжной станок
Протяжно'й стано'к, металлорежущий станок для обработки поверхностей различного профиля инструментом — протяжкой. П. с. разделяются на станки общего назначения и специальные, служат для обработки ( протягивания ) внутренних и наружных поверхностей. В П. с. рабочим движением является прямолинейное движение каретки, несущей протяжку, либо заготовки при неподвижной протяжке. Выпускаются модели П. с. с горизонтальным ( рис. ) и вертикальным расположением кареток (от одной до 6), одно- и многопозиционные (с поворотными столами для установки нескольких деталей). Особую группу П. с. составляют т. н. станки непрерывного действия — цепные и ротационные. Основные параметры П. с.: тяговая сила, развиваемая кареткой, достигающая у некоторых П. с. 1 Мн (100 тс ), и длина хода каретки (до 2 м ). Скорости протягивания в станках общего назначения составляют 15—20 м / мин , в специальных станках — до 90 м / мин , в станках непрерывного действия — 1,5—15 м / мин. Привод станка обычно гидравлический, в высокоскоростных станках — электромеханический. П. с. применяются в массовом и крупносерийном производстве, обеспечивают высокую точность (1—2-го класса), малую шероховатость обработанных поверхностей (до 8—10-го класса).
Тенденции развития П. с.: автоматизация операций установки заготовки и снятия готовой детали со станка; автоматизация движений подвода инструмента к заготовке, крепления его в зажимном патроне, возвращения в исходное положение; разработка компоновки станка, при которой тяговая сила соосна силе протягивания, что обеспечивает существенное снижение сил трения в направляющих каретки и, как следствие, повышение точности обработки; встраивание П. с. в автоматические линии.
Читать дальшеИнтервал:
Закладка: