БСЭ БСЭ - Большая Советская Энциклопедия (УЛ)

- Название:Большая Советская Энциклопедия (УЛ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (УЛ) краткое содержание
Большая Советская Энциклопедия (УЛ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
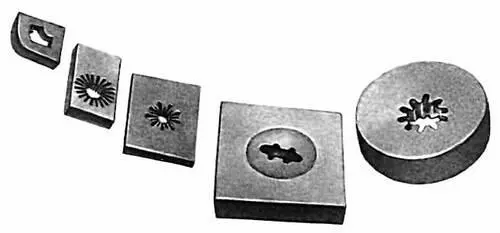
Рис. 6. Фасонные матрицы из твердого сплава, изготовленные ультразвуковым способом.
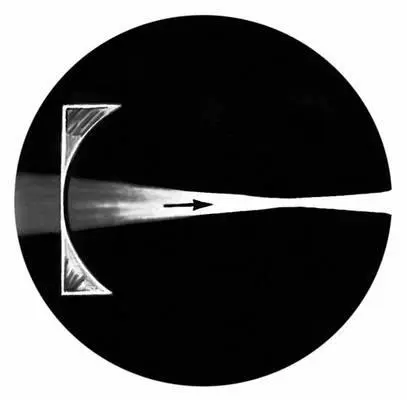
Рис. 1. Фокусировка ультразвукового пучка в воде плосковогнутой линзой из плексигласа (частота ультразвука 8 Мгц ).
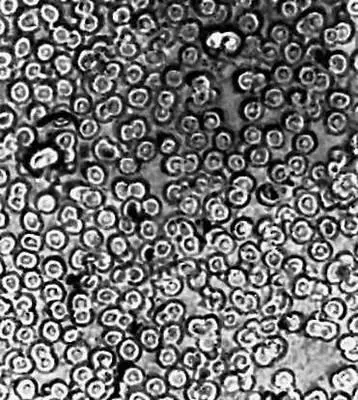
Рис. 5а. Красные кровяные тельца, полученные оптическим микроскопом.
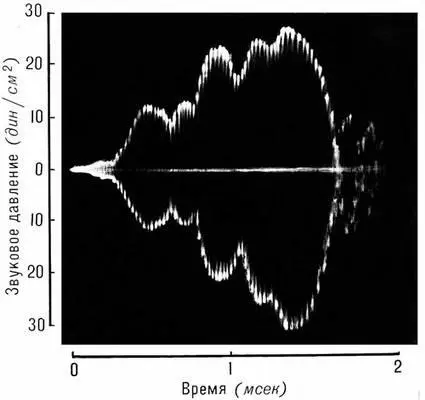
Рис. 8. Ультразвуковой импульс летучей мыши на расстоянии 10 см от ее рта, сфотографированный с экрана осциллографа, частота ультразвука в импульсе 48 кгц .
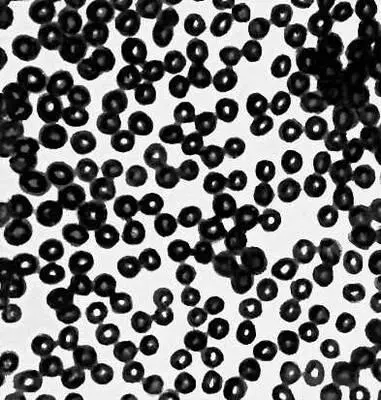
Рис. 5б. Красные кровяные тельца, полученные ультразвуковым микроскопом.

Рис. 7. Звуковое изображение человеческого плода возраста 17 недель, полученное с помощью ультразвука частотой 5 Мгц .
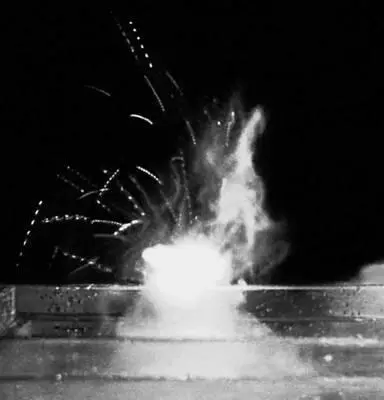
Рис. 3. Фонтан жидкости, образующийся при падении ультразвукового пучка изнутри жидкости на её поверхность (частота ультразвука 1,5 Мгц , интенсивность 15 вт / см 2).
Ультразвуковая дефектоскопия
Ультразвукова'я дефектоскопи'я,группа методов дефектоскопии, в которых используют проникающую способность упругих волн ультразвукового диапазона частот (иногда звукового). У. д. — один из наиболее универсальных способов неразрушающего контроля, методы которого позволяют обнаруживать поверхностные и глубинные дефекты — трещины, раковины, расслоения в металлических и неметаллических материалах (в том числе сварных и паяных швах, клеёных многослойных конструкциях), определять зоны коррозии металлов, измерять толщину (резонансный метод). См. также Дефектоскопия, Звуковидение.
Ультразвуковая обработка
Ультразвукова'я обрабо'тка,воздействие ультразвука (обычно с частотой 15—50 кгц ) на вещества в технологических процессах. Для У. о. применяют технологические аппараты с электроакустическими излучателями либо аппараты в виде свистков и сирен. Основной элемент излучателя — электроакустический преобразователь (магнитострикционный или пьезоэлектрический) — соединён с согласующим устройством, которое осуществляет передачу акустической энергии от преобразователя в обрабатываемую среду, а также создаёт заданные техническими условиями размеры излучающей поверхности и интенсивность ультразвукового поля. В качестве согласующих устройств используют, как правило, волноводные концентраторы акустические— расширяющиеся (обычно при У. о. жидкостей) или сужающиеся (обычно при У. о. твёрдых веществ), резонансные (настроенные на определённую частоту) или нерезонансные пластины. Согласующее устройство, кроме того, может одновременно выполнять функции режущего или какого-либо др. инструмента (например, при сверлении, сварке, пайке). Иногда применяют преобразователи, работающие без согласующего устройства (например, кольцевые преобразователи, встроенные в трубопровод).
У. о. твёрдых веществ используется в основном для сварки металлов, пластмасс и синтетических тканей (см. Ультразвуковая сварка ) , при резании металлов, стекла, керамики, алмаза и т.п. (например, сверлении, точении, гравировании), а также при обработке металлов давлением (волочении, штамповке, прессовании и др.).
Резание на ультразвуковых станках обеспечивает высокую точность, позволяет получать не только прямые круглые отверстия, но и вырезы сложных сечений, криволинейные каналы. Ультразвук, подведённый к инструменту обычного металлорежущего станка (например, сверлу, резцу), интенсифицирует обработку и улучшает дробление стружки (см. Вибрационное резание ) . При обработке металлов давлением ультразвуковые колебания улучшают условия деформирования и снижают необходимые усилия. При ультразвуковом поверхностном упрочнении повышаются микротвёрдость и износостойкость, снижается шероховатость поверхности. Во всех этих процессах ультразвук обычно подводят с помощью волноводного концентратора к рабочим органам машин (например, к сверлу, валкам прокатного стана, штампу пресса, фильере).
У. о. в жидкостях (жидкостей) основана главным образом на возникновении кавитации. Некоторые эффекты кавитации (гидравлические удары при захлопывании пузырьков и микропотоки, возникающие в жидкости около пузырьков) используются при пайке и лужении, диспергировании, очистке деталей и т.д. Другие эффекты (разогрев паров внутри пузырька и их ионизация) используются для инициирования и ускорения химических реакций. Иногда для интенсификации У. о. процесс ведут при повышенном давлении.
При пайке и лужении металлов, например алюминия, титана, молибдена, ультразвук разрушает окисные плёнки на поверхности деталей и облегчает течение процесса. С использованием ультразвука можно лудить, а затем паять керамику, стекло и др. неметаллические материалы. Ультразвук подводят волноводным концентратором к припою, помещенному в ванну или нанесённому на поверхность детали.
Очистка ультразвуком поверхностей деталей от металлической пыли, стружки, нагаров, жировых и др. загрязнений обеспечивает более высокое, чем др. способы, качество — остаётся не более 0,5% загрязнений. Некоторые детали, имеющие сложную форму и труднодоступные места, можно очистить только при У. о. Очистку обычно осуществляют в ваннах со встроенными электроакустическими излучателями; в рабочую жидкость добавляют поверхностно-активные вещества. Для снятия заусенцев с деталей в жидкость вводят абразивные частицы, которые в несколько раз ускоряют обработку (см. Вибрационная обработка ) .
Дегазацию (освобождение от газов) жидкостей осуществляют при малой (обычно ниже порога кавитации) интенсивности ультразвука. Мелкие газовые пузырьки, взвешенные в жидкости, сближаются друг с другом, слипаются (см. Коагуляция ) и всплывают на поверхность. Дегазации подвергают расплавы оптических стекол, жидкие алюминиевые сплавы (см. Газы в металлах) и др. жидкости. У. о. используют при обогащении ( флотации ) руд — газовые пузырьки оседают на поверхностях частичек минералов и всплывают вместе с ними.
Читать дальшеИнтервал:
Закладка: