Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Стержневые электроды для сваривания высокопрочных сталей (DIN EN 757) выпускаются только с основным покрытием.
Свои обозначения в маркировке электродов нашли даже рекомендуемые позиции при сварке (рис. 18). Для сварки вертикальных швов сверху вниз электроды имеют маркировку PG, в противоположном направлении – PF. Сварка сверху в вертикальной позиции – РА, в горизонтальной – РВ. Сварка снизу в вертикальной позиции – РЕ, в горизонтальной – PD.
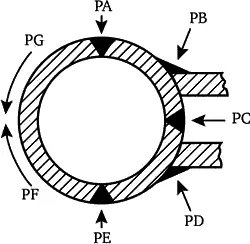
Рис. 18. Рекомендуемые позиции при ручной сварке стержневыми электродами согласно ISO 6947
Согласно DIN EN 499, существуют и указания относительно минимальных значений предела текучести, прочности при растяжении и вязкости металла шва и относительно сварочных характеристик. Например, короткое условное обозначение E 46 3 B 42 H5 содержит следующую информацию: стержневой электрод для ручной сварки (Е) обладает пределом текучести не менее 460 Н/мм 2, прочностью при растяжении 530–680 Н/мм 2и минимальным удлинением 20 % (группа цифр 46 согласно табл. 4). Работа развития трещины, равная 47 Дж, достигается при температуре –30 °C (показатель 3 согласно табл. 5). Покрытие электрода основное (В). Первая цифра в пятой группе (42) указывает на вывод и предпочтительный вид тока (согласно табл. 6), вторая цифра в этой группе обозначает разрешенные положения при сварке (табл. 7). Приведенный в качестве примера электрод обладает выводом от 105 до 125 % и сваривается только при постоянном токе (4) в любых положениях, кроме вертикального сверху вниз (2). Содержание водорода в металле шва составляет менее 5 мл/100 г металла шва. На это указывает последняя группа (Н5). Нормированы также показатели Н10 и Н15 с соответствующим содержанием водорода. Если металл шва, кроме марганца, содержит и другие легирующие элементы, указание на них содержится перед показателем типа покрытия с обозначением химического элемента и, возможно, с указанием на процентное содержание (например, 1Ni).
Похожие системы обозначений существуют для высокопрочных электродов (DIN EN 757), жаропрочных электродов (DIN EN 1599) и нержавеющих электродов (DIN EN 1600). У жаропрочных и нержавеющих электродов с основным материалом, помимо характеристик прочности, должны совпадать и характеристики жаропрочности, и антикоррозионные свойства металла шва. Поэтому в этих случаях действует правило, согласно которому для получения требуемых характеристик легирование металла шва должно быть как можно ближе к легированию основного материала либо несколько выше.
Характеристика, классификация и назначение сварочной проволоки
Для дуговой и газовой сварки, металлических конструкций, для наплавки и изготовления электродов применяется сварочная проволока сплошного сечения, выпускаемая по ГОСТ 2246–70. В соответствии с этими нормами промышленность выпускает проволоку трех групп: низкоуглеродистую, легированную и высоколегированную. Стандартный ассортимент насчитывает 77 марок сварочной проволоки диаметром от 0,3 до 12 мм. Проволоку диаметром от 2 до 6 мм применяют для автоматической и полуавтоматической сварки под флюсом. Проволоку диаметром от 1,6 до 12 мм используют для изготовления стержней электродов. Проволока диаметром от 0,3 до 1,6 мм предназначается в основном для автоматической и полуавтоматической сварки в защитном газе.
Обозначение марок проволоки состоит из сочетания букв и цифр.
Индекс Св означает, что проволока сварочная. Следующие за индексом две цифры указывают среднее содержание в проволоке углерода в сотых долях процента. В остальном маркировка стальной сварочной проволоки соответствует маркировке сталей, где буквы указывают на содержание в проволоке легирующих элементов, а цифры – содержание этих элементов в процентах. Если цифры после буквенного обозначения легирующего элемента отсутствуют, это означает, что данного элемента в материале проволоки содержится менее 1 %. Буква А в конце условного обозначения марок низкоуглеродистой и легированной проволоки свидетельствует о повышенной чистоте металла с точки зрения содержания серы и фосфора. Двойная буква А указывает на пониженное содержание серы и фосфора по сравнению с предыдущей проволокой. Буква Г указывает на содержание марганца, буква С – на содержание кремния, буква Х – на содержание хрома и т. д. После обозначения марки стали через дефис могут быть написаны следующие заглавные буквы: Э – проволока для изготовления электродов; О – омедненная проволока; ВД – полученная вакуумно-дуговым переплавом, Ш – электрошлаковой выплавкой, ВИ – вакуумно-индукционным способом.
Сварочная проволока поставляется в кассетах или намотанной на катушки. Масса одного мотка или бухты проволоки обычно не превышает 80 кг. Внутренний диаметр катушек и бухт проволоки, в зависимости от ее диаметра, может составлять 100–400 миллиметров.
По виду поверхности проволока производится неомедненной и омедненной. Толщина медного покрытия – 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Химический состав проволоки оказывает большое влияние на качество сварного соединения. Поэтому марку сварочной проволоки выбирают в соответствии с химическим составом свариваемой стали. Так, для низкоуглеродистых и большинства низколегированных сталей применяют низкоуглеродистые (Св-08, Св-08А), марганцевые (Св-08ГА, Св-10ГА, Св-10Г2), кремнемарганцевые (Св-08ГС, Св-08Г2С, Св-12ГС) проволоки и др.
Для сварки высоколегированных сталей применяют специальные проволоки, легированные хромом, никелем, ванадием, молибденом, титаном, ниобием и т. д. Кроме того, для сварки таких сталей могут применяться проволоки, изготавливаемые по иным стандартам или техническим условиям.
Для сварки конструкций из углеродистых и низколегированных сталей в углекислом газе и его смесях, кроме проволоки, выпускаемой по ГОСТ 2246–70, применяют сварочную проволоку сплошного сечения, микролегированную редкоземельными металлами (РЗМ).
Проволока с РЗМ выпускается диаметром 2,0; 1,6; 1,4 и 1,2 мм. Углерода в ней содержится 0,11–0,17 %; марганца 1,5–1,9; кремния 0,7–1,1 и редкоземельных металлов около 0,03 %. Проволоку с РЗМ применяют наравне со стандартной проволокой для сварки в углекислом газе. Ею варят на постоянном токе прямой полярности («—» на электроде).
По сравнению с проволокой Св-08Г2С проволока с РЗМ имеет следующие преимущества:
● облегченное зажигание дуги и повышенная стабильность ее горения;
Читать дальшеИнтервал:
Закладка:









