Станислав Горобченко - Курс «Регулирующая арматура в системах автоматизации»

- Название:Курс «Регулирующая арматура в системах автоматизации»
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2020
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Станислав Горобченко - Курс «Регулирующая арматура в системах автоматизации» краткое содержание
Курс «Регулирующая арматура в системах автоматизации» - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
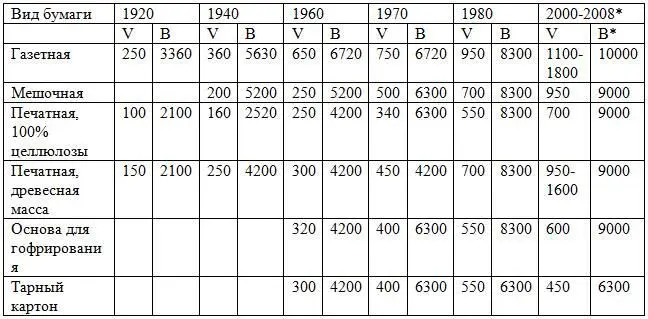
* по данным печати
Из табл. 2 видно, что преимущественный рост производительности наблюдается в связи с ростом скорости. Относительное замедление роста ширины машин со временем также является характерной тенденцией. Результаты ряда исследований (1) показали, что, например, для газетных бумагоделательных машин увеличение скорости обходится дешевле, чем ширины машины. Это также свидетельствует о том, что требование непрерывности и связанное с ним требование надежности, безотказности, точности регулирования будет ведущим параметром на ближайшие годы.
Одним из результатов роста скорости является повышение непрерывности процесса. Показывая, как закон перехода от периодического к непрерывному или более интенсивному и динамическому действию действует в современном оборудовании ЦБП, приведем следующие примеры:
– Переход от периодически размалывающих роллов к непрерывно работающим мельницам.
– Переход от периодической варки по типу Камюр к непрерывной варке целлюлозы.
– Устранение мешалок в больших баках с переходом к статическим смесителям типа Lobe Mix.
– Переход от медленно и периодически работающих отстойников к непрерывно работающим флотоловушкам.
– Переход от удаления отходов при помощи двух периодически работающих шиберных заслонок в вихревом очистителе к клапану, работающему с высокой цикличностью типа Покет Фидер.
– Переход от инерционных ПИД-регуляторов к контурам регулирования с прогнозирующими механизмами по примеру клапана NelesACE.
– Задание дискретности времени импульса в полевых шинах Profibus выше длительности возмущающего воздействия сигнала.
– Снижение мертвой зоны в клапанах для медленно протекающих процессов и снижение гистерезиса для быстро протекающих процессов.
– Давление со стороны экологии заставляет вводить в схемы дополнительные элементы. Так, загрязнение внешней среды избегают установкой флотационных ловушек. При этом их использование в большой степени начинает применяться и по ступеням технологического процесса для внутренней очистки и «доработки» массы. В узлах очистки электрофильтры стали неотъемлемой частью очистки газов. Загрязнение или отравление циркуляционных участков приводит к необходимости специального подхода к подбору регулирующих клапанов на этих участках.
Требование снизить издержки вносит также свой вклад в изменение технологических схем. Использование вторичного тепла приводит к замыканию водооборота с подогретой водой, например, замыкание подсеточной и осветленной воды на подпитку, разбавление или гидроразбиватель.
1.1. Развитие технологических схем картоно и бумагоделательных машин
Стадия 1
На первом этапе развития в соответствии с (1) технологические схемы, как правило, были простыми, не требовавшими какого-либо регулирования и выполнялись вручную. Все процессы поддавались ручному управлению и регулированию. Сушильные секции обогревались паром с низким избыточным давлением. Открытые конструкции позволяли легко обслуживать машину.
Повышение скорости до 80м\мин поставило вопрос о начале регулирования, особенно с появлением напорного ящика с гидростатическим напором, позволившим существенно повысить скорость и качество истечения суспензии из выпускной щели.
Повышение скорости до 100м\мин привело к усложнению конструкции размольно-подготовительного отделения (РПО) и машины, поставило вопросы о безотказности и ремонтопригодности в целом, т.к. потери продукции из-за внезапных остановов и выходов из строя отдельных компонентов и неудобства их ремонта стали ощутимыми. Число рабочих резко сократилось, и их функции ограничились управлением процессами, наблюдением за постоянством количества и качества производимого продукта, ручным регулированием пуска и останова машин.
С интенсификацией технологического процесса потери непрерывности процесса и простои становятся недопустимыми, начинают исключаться холостые движения рабочих органов машины. В условиях возрастающей мощности возникает новая задача синхронизации и взаимоувязки регулирующих воздействий. Если раньше в РПО производство было дискретным, то с появлением мельниц оно также стало непрерывным. Для его реализации в целом предусматривается множество компенсирующих баков и емкостей, поскольку они позволяли снять проблемы в увязке и взаимовлиянии контуров и циркуляционных участков в поддержании стабильности процесса. Этап 1 закончился полной реализацией непрерывности технологического процесса.
Стадия 2
Возможности автоматического управления приводом, сеткой и др. создали предпосылки для повышения скорости истечения массы на сетку БДМ. Рос диаметр проходных сечений в регулирующих контурах, возникло понимание необходимости управлять расходными характеристиками и определять пропускную способность регулирующих органов. Скорости начали достигать свыше 500м\мин.
В технологических схемах начали появляться дополнительные подсистемы, позволяющие регулировать гидростатический столб жидкости. К этому же времени относятся и изменения конструкций напорных ящиков, гауч-прессов, изобретение и установка отсасывающего вала, что дополняло технологические схемы новыми контурами регулирования. Возникли новые задачи подачи красителей, клея, водоподготовки и т.п., реализуемые все новыми и новыми контурами регулирования.
При достижении скорости свыше 500м\мин появились трудности со снижением вибрации, динамических пульсаций, ростом диаметров трубопроводов и размерами регулирующих клапанов.
На этой стадии развития БДМ совершенствовались автоматические системы регулирования технологического процесса формования и обезвоживания полотна, непрерывного поддержания системы в работоспособном состоянии. Повышение скорости и удельных показателей работы сеточного стола уже достигалось не увеличением его длины, а путем интенсификации технологических процессов и повышения его удельной энергоемкости.
Появляются развитые вакуумные системы в связи с ростом применения прессов с нижними отсасывающими валами на подшипниках качения. Применяются новые конструкции отсасывающих валов, спрыски высокого давления из нержавеющей стали вместо бронзы.
В сушильной части вместо открытых конструкций появляется закрытый привод с централизованной циркуляцией смазки. Вся сушильная часть закрывается колпаком для утилизации и рекуперации тепла. Из-за тяжелых условий обслуживания развитие получают автоматические системы пароснабжения, отвода конденсата, централизованной смазки, эвакуации паровоздушной смеси и вентиляции, управления движением и кондиционированием сукон. Вместе с механизацией процессов на машине (заправка полотна, подъема валов и т.п.) все чаще применяются пневмосистемы, поскольку широкое развитие получают компрессорные станции с развитием систем подачи «силового» воздуха. Появляются системы подачи и охлаждения валов паром и водой.
Читать дальшеИнтервал:
Закладка: