Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
В этом случае, чтобы облегчить разметку и сделать ее наиболее точной, можно воспользоваться специальным приспособлением. Оно состоит из двух совершенно одинаковых призм, между которыми зажимается труба. Каждая призма имеет точно выверенные друг против друга, зажатые в их противоположных вершинах встречные винты-кернеры. Призмы тоже точно выставлены с помощью боковых щек. Когда труба зажимается между призмами, на ней остаются небольшие, расположенные друг напротив друга лунки от винтов-кернеров. После сверления по такой разметке отверстия в трубе будут соответствовать друг другу с гораздо большей точностью;
– получить ступенчатые отверстия можно двумя способами. Первый: сначала сверлится отверстие наименьшего диаметра, затем (на нужную глубину) – отверстие большего диаметра и последним просверливается отверстие наибольшего диаметра. Второй способ: сначала на нужную глубину сверлят отверстие наибольшего диаметра, затем – меньшего и в конце – наименьшего диаметра;
– если нужно просверлить отверстие на криволинейной плоскости или плоскости, расположенной под углом, то сначала следует сделать (выпилить, вырубить) площадку, перпендикулярную к оси будущего отверстия, накернить центр, а затем сверлить отверстие;
– отверстия диаметром свыше 25 мм сверлят в два приема: сначала просверливают отверстие сверлом меньшего диаметра (10–20 мм), а затем рассверливают сверлом нужного диаметра;
– при сверлении деталей, имеющих большую толщину (при глубоком сверлении), когда глубина отверстия более пяти диаметров сверла, его нужно периодически вынимать из отверстия и выдувать стружку, иначе инструмент может заклинить;
– композиционные (состоящие из нескольких разнородных слоев) материалы трудно сверлить прежде всего потому, что при обработке на них возникают трещины. Избежать этого можно очень простым способом: перед сверлением такой материал нужно залить водой и заморозить – трещины в этом случае не появятся;
– высокопрочные материалы – сталь, чугун – обычные сверла не берут. Для их сверления у домашних слесарей большой популярностью пользуются сверла с наконечниками из так называемого победита. Он был получен в России в 1929 году и состоит из 90 % карбида вольфрама и 10 % кобальта. Для этой же цели можно приобрести и алмазное сверло, наконечник которого изготовлен с применением синтетических алмазов, это заметно увеличит скорость сверления металла.
Сверление – это только начальный этап обработки отверстий, за которым последовательно производят: зенкерование, зенкование, развертывание отверстий.
Зенкерованием обрабатывают просверленные, штампованные и литые отверстия. В ходе этой операции отверстиям придается более правильная геометрическая форма, достигается более высокая точность, снижается шероховатость. Зенкерование может быть как промежуточным этапом обработки отверстий (получистовым, перед развертыванием), так и окончательным (чистовым).
Порядок работы тот же, что и при сверлении, а вот конструкция зенкера несколько отличается от конструкции сверла: он имеет три или четыре режущие кромки, которые позволяют более точно обработать отверстие (рис. 46, в).
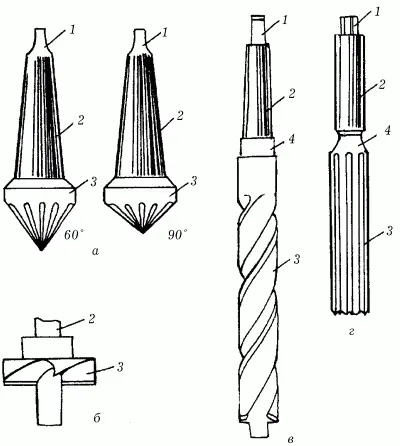
Рис. 46. Инструменты для обработки отверстия: а – конические (угловые) зенковки; б – торцовая зенковка (цековка); в – цилиндрический зенкер; г – развертка; 1 – лапки; 2 – хвостовики; 3 – рабочие части; 4 – шейки.
Такую обработку применяют в том случае, если отверстию нужно придать форму конуса, цилиндра или сделать фаску под головку болта, заклепки или винта. Наличие режущих зубьев на торце зенковки обеспечивает точное совпадение осей отверстия и углубления под головку винта (рис. 46, а, б). Порядок работы тот же, что и при сверлении.
Развертывание – это окончательная, чистовая обработка отверстий, при которой достигается высокая точность размеров отверстий, а также удаляется шероховатость их стенок. При предварительной обработке (сверлении и зенкеровании) на стенках отверстий для дальнейшей развертки оставляют припуск около 0,1 мм на каждую сторону (больший припуск приводит к быстрому затуплению режущих кромок инструмента и, как следствие, к увеличению шероховатости стенок отверстия). Производится развертка на сверлильных станках или вручную.
Инструмент для развертывания отверстий – развертка (рис. 46, г). Ручные развертки на своей хвостовой части имеют квадратный конец для вращение их с помощью воротка. На машинных развертках хвостовик конусный.
Для обработки конических отверстий используют комплект конических разверток из трех штук: черновой (обдирочной), промежуточной и чистовой. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками. Если же в отверстии имеется шпоночный паз, то для его развертывания применяют инструменты со спиральными канавками.
Последовательность действий при ручном развертывании отверстий (при предварительном и чистовом) следующая:
– установить заготовку с отверстием на верстаке или закрепить в тисках таким образом, чтобы с ней удобно было работать;
– выбрать развертку по размеру (ознакомившись с маркировкой), смазать рабочую ее часть минеральным маслом и вставить ее в отверстие без перекосов (для этого нужно проверить положение развертки относительно оси отверстия угольником);
– надеть на квадрат хвостовика вороток и начинать медленно, без рывков вращать развертку по часовой стрелке с усилием (как бы вкручивая развертку в отверстие). Вращение развертки в обратном направлении запрещено! Это может вызвать задиры на поверхности стенок отверстия;
– периодически развертку следует извлекать из отверстия для удаления стружки и повторного смазывания минеральным маслом;
– завершать операцию развертывания необходимо: при обработке цилиндрических отверстий – когда 3/4 рабочей части развертки выйдет из отверстия с противоположной стороны; при обработке конических отверстий – по положению предельных рисок конического калибра;
– если обрабатываемое отверстие имеет большую глубину или находится в труднодоступном месте, то на квадрат хвостовика нужно надеть удлинитель, а уже на него – вороток (рис. 47).
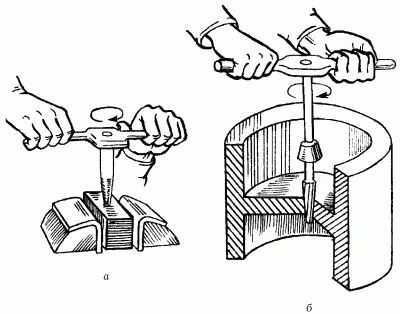
Рис. 47. Приемы развертывания: а – установка развертки и воротка; б – развертка с удлинителем.
Если обработка отверстий выполняется механическим способом – на сверлильном станке, то предпочтительнее производить полную последовательную обработку (сверление, зенкерование, развертывание) за одну установку заготовки. Установка заготовки: сверление – замена сверла на зенкер – зенкерование – замена зенкера на развертку – развертывание. При этом одновременно с заменой режущего инструмента производят и перенастройку скорости вращения шпинделя станка: для зенкерования она должна быть 60–100 об/мин, для развертывания – не более 50 об/мин.
Читать дальшеИнтервал:
Закладка: