Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Разметку нужно производить на разметочной плите. Если слесарные работы в домашней мастерской выполняются часто, то лучше всего иметь специальную разметочную плиту, изготовленную из серого чугуна. Ее нужно установить в наиболее светлом месте мастерской или смонтировать над ней источник искусственного освещения, причем желательно, чтобы свет падал на ее поверхность вертикально. Если конструкция крыши мастерской позволяет это сделать, то лучше всего устроить над местом установки разметочной плиты световой фонарь.
Поверхность плиты следует прошлифовать и прошабрить. Боковые поверхности должны быть обработаны и составлять с плоскостью плиты 90°. Хорошо, если плита имеет в нижней части ребра жесткости – это предохранит ее от прогибания.
Плиту нужно выставить строго горизонтально, это делается обычно с помощью домкратов и металлических подкладок различной толщины. Поверхность, на которой производится разметка, должна быть всегда сухой и чистой. После окончания работы ее лучше всего протирать маслом, чтобы не появлялась ржавчина, и накрывать щитом, который предохранит ее от случайного повреждения. Следует помнить, что по разметочной плите нельзя передвигать заготовки – на ее поверхности останутся царапины и забоины.
Слесарные инструменты общего назначения
Эта довольно объемная группа объединяет слесарные инструменты и приспособления для выполнения различных операций по металлу или металлическим заготовкам. Для точной установки обрабатываемой заготовки и удобства выполнения операций необходимы зажимные приспособления (рис. 3).
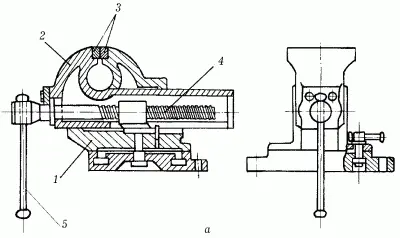
Рис. 3. Зажимные приспособления: а – параллельные тиски: 1 – корпус; 2 – подвижная губка; 3 – пластины с насечками; 4 – винт; 5 – рукоятка винта.
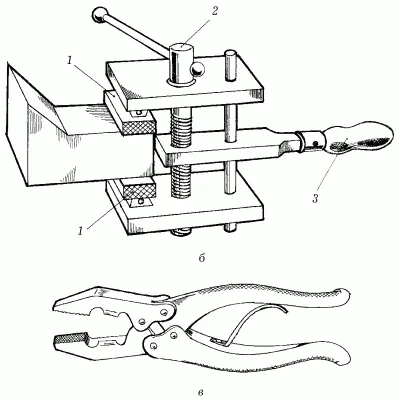
Рис. 3 (продолжение). Зажимные приспособления: б – тисочки-струбцины: 1 – губки; 2 – винт с рукояткой, 3 – ручка; в – плоскогубцы.
В первую очередь в домашней мастерской устанавливают слесарные параллельные тиски (рис. 3, а). Корпус тисков отливают из серого чугуна. Их губки имеют закаленные пластины с перекрестными насечками, которые прочно удерживают обрабатываемую деталь. Одна губка – подвижная, что позволяет зажимать детали различных размеров, в движение она приводится с помощью рукоятки винта. Если тиски снабжены стопорной пружиной с педалью, то это является большим плюсом, ибо в этом случае даже при максимальной силе воздействия на деталь губки тисков не будут ослабляться.
Несмотря на кажущуюся простоту и монументальность тисков, они довольно часто выходят из строя из-за срыва резьбы гайки винта. Чтобы этого не происходило, следует:
– по завершении работы с тисками или перед тем, как приступить к делу (если тиски давно не использовались), винт и гайку очистить и смазать солидолом или смесью солидола и машинного масла (скапливающаяся на них пыль и грязь, а также отсутствие смазки приводят к заеданию гайки, отчего ее резьба быстрее срабатывается);
– во время работы при зажиме детали в тисках не прикладывать больших усилий, чем это требуется, а тем более не использовать для зажима различные рычаги;
– при загибе заготовок, а также при обработке деталей большого сечения, не наносить сильных ударов молотком или зубилом.
Помимо параллельных тисков, неплохо бы домашнему слесарю иметь в своем арсенале и тисочки-струбцины (рис. 3, б), которые чаще всего используются при сборке и служат для зажима плоских деталей.
Ну и самым простым зажимным приспособлением являются обыкновенные плоскогубцы, наверняка знакомые всем. Пожалуй, самые распространенные операции в слесарном деле – это моделирование металла: опиливание, резка, рубка, нарезка резьбы, сверление отверстий. Для рубки металла используются следующие слесарные инструменты: зубило, крейцмейсель и канавочники (рис. 4).
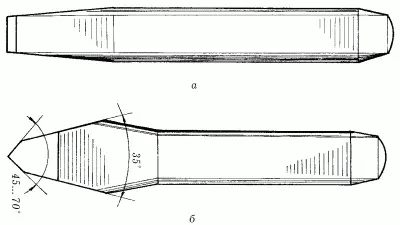
Рис. 4. Рубящий инструмент: а – зубило; б – крейцмейсель.
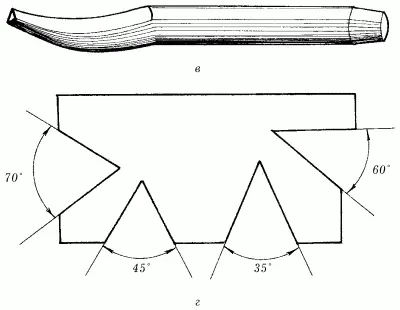
Рис. 4 (продолжение). Рубящий инструмент: в – канавочники; г – шаблон для контроля заточки.
Режущее лезвие слесарного зубила (рис. 4, а) имеет форму клина. Лезвие и боек должны быть закалены и отпущены. Боек зубила представляет собой усеченный конус с полукруглым основанием. Это сделано для того, чтобы удар молотка всегда приходился по центру бойка. Длина зубила обычно 100–200 мм, ширина лезвия от 5 до 52 мм. Чем острее оно заточено, тем меньшая сила удара требуется для рубки металла. Однако нужно иметь в виду, что твердые и хрупкие металлы требуют большего угла заточки, а не меньшего. Другими словами, твердые металлы рубятся лезвием с более тупым углом заточки. Так, для рубки бронзы, чугуна, твердой стали и других твердых материалов необходим угол заточки лезвия в 70°. Сталь средней твердости нужно рубить зубилом с углом заточки в 60°. Мягкие материалы – медь, латунь – можно рубить при угле заточки в 45°. Очень мягкие материалы – такие, как алюминиевые сплавы и цинк, – требуют угла заточки в 35°.
Для вырубания узких канавок и пазов применяется разновидность зубила с более узкой режущей кромкой. Этот инструмент называется крейцмейселем (рис. 4, б). Техника и величина угла заточки рабочей поверхности крейцмейселя для рубки различных по твердости материалов аналогичны заточке зубила.
Смазочные канавки во вкладышах и втулках подшипников удобнее всего вырубать канавочниками (рис. 4, в). Их главное отличие от зубила и крейцмейселя – изогнутая кромка режущей части.
Качество и быстрота работ по рубке металла зависит от заточки рубящего инструмента.
Для того чтобы произвести операцию заточки зубила или крейцмейселя, слесарю потребуется точильный станок и несложный шаблон. Для этого можно использовать любой достаточно мощный электромотор, на оси которого есть возможность закрепить съемные точильные круги (поскольку инструменты для рубки изготавливаются из инструментальной стали – углеродистой, легированной и быстрорежущей, то желательно использовать круги из электрокорунда зернистостью 40, 50 или 63 на керамической связке). Шаблон представляет собой брусок металла небольшой толщины, с вырезанными в нем пазами, составляющими углы в 35, 45, 60 и 70° (рис. 4, г).
Во время заточки зубило должно быть расположено под углом 30–40° к периферии круга. Перемещать его по всей ширине круга следует с легким нажимом, периодически переворачивая то одной, то другой стороной – этим достигается симметричность режущих граней и равномерность заточки. Боковые грани подтачиваются таким образом, чтобы они после заточки кромки оставались плоскими, одинаковыми по ширине и имели один угол наклона.
Читать дальшеИнтервал:
Закладка: