Наталья Коршевер - Работы по металлу

- Название:Работы по металлу
- Автор:
- Жанр:
- Издательство:Вече
- Год:2005
- Город:Москва
- ISBN:5-9533-0541-9, 978-5-9533-0541-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Наталья Коршевер - Работы по металлу краткое содержание
Эта книга поможет тем, кто хочет освоить некоторые виды слесарных работ для решения таких проблем, как ремонт сантехники, бытовой техники и транспортных средств. А желающие создавать красивые вещи интерьера своими руками получат полезные советы по технике декоративной обработки металлов, включающей чеканку, ковку металла, художественное литье и основы литейного дела. С помощью этой книги читатели смогут овладеть тонкостями этих увлекательных ремесел.
Работы по металлу - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
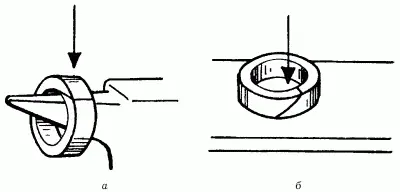
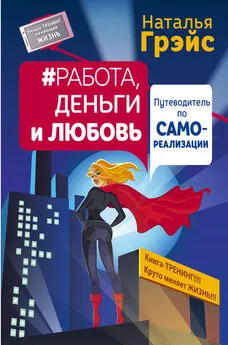
Рис. 155. Сварка колец: а – на роге; б – на наличнике.
Концы протягивают или отрубают под одинаковым углом и немного разводят в стороны. Сварку проводят при обычной температуре, на наковальне. Если срез делался в плоскости кольца, то оно отковывается на роге (рис. 155, а), а если в плоскости ребра – на плоской поверхности (рис. 155, б).
Она не относится к кузнечным операциям, но часто применяется для соединения небольших деталей художественных композиций из металла. Паять можно только изделия из поделочной стали, имеющие плоскую или квадратную форму. Круглые прутки соединяются плохо, так как имеют маленькую плоскость соприкосновения.
Перед началом пайки изделие собирают, скрепляя его отдельные части металлической проволокой (биндрой). Затем его помещают в горн и нагревают до красного каления. Закладка должна производиться очень осторожно, место для изделия в углях расчищают кочергой. На решетке оставляют достаточно большой и ровный слой топлива. Подгребать уголь следует так, чтобы его кусочки не попадали на поковку. Дутье горна для равномерного прокаливания должно быть слабым.
В качестве флюса обычно используется бура, которую перед нанесением немного смачивают водой. Когда она растекается по всей поверхности, можно начинать пайку. Для этого прутком латуни, не снимая флюса, касаются тех мест, которые требуется соединить. При этом цвет пламени в горне меняется на зеленый. Передвигать изделие во время пайки нельзя, чтобы не сместить со своих мест отдельные детали.
Композиции, состоящие из многих элементов, сваривают иным образом. В местах пайки заранее раскладывают кусочки латуни с таким расчетом, чтобы при нагревании они растеклись и скрепили детали.
Наряду с кусочками латуни, можно использовать стружку или опилки, которые насыпают на места сварки. Они должны быть чистыми, от примесей железа их очищают с помощью магнита. Более мелкие изделия паяют, применяя в качестве скрепляющего материала глину с добавлением соли. Их собирают, соединяя отдельные части латунной, а не железной проволокой. Затем посыпают бурой, обмазывают глиной и осторожно кладут на металлический лист, который помещают в горн.
Дутье должно быть слабым, чтобы глина успела равномерно прогреться, после ее засыхания воздуха можно подавать больше. Когда она начинает трескаться, детали уже надежно скреплены. Латунная проволока начинает плавиться и спаивает отдельные части изделия.
После окончания процесса горн выключают, а готовой поковке дают остыть. Далее с нее аккуратно удаляют глину и флюс, лишний припой снимают напильником.
Заключительным элементом ковки изделия является правка. С ее помощью устраняют неровности, кривизну и пр.
Он может проходить по плоскости заготовки или по ребру. В первом случае заготовку укладывают на наковальню выпуклой частью вверх, одной рукой поддерживают с противоположной стороны клещами, а с другой наносят молотом удары по прилегающей к наличнику части выступа. По мере выравнивания молот перемещают в сторону середины.
Сила удара зависит от толщины заготовки. По мере выпрямления все большая его часть переходит в пластическую деформацию металла, что ведет к нежелательной протяжке. Поэтому к концу обработки размах молота постепенно уменьшают.
Изгиб по ребру исправляют растяжением выпуклой части металла. Заготовку ставят так, чтобы горб оказался сверху, и по нему наносят сильные удары кувалдой, которые при перемещении молота к одному из краев делают слабее. Нижнее ребро постепенно удлиняется, а верхнее, наоборот, уменьшается. Окончательную правку делают, переворачивая заготовку с одной стороны на другую. Если в поковке присутствуют сразу оба этих дефекта, то сначала устраняют неровность по плоскости, а затем по ребру.
В том случае, когда образуются дополнительные боковые деформации, заготовку переворачивают на другую сторону и выправляют.
После того как все основные операции выполнены и форма изделия откована, приступают к отделке, или выглаживанию. Цель этой операции – устранить следы молотка, шероховатости и другие неровности кованой поверхности.
Выравнивание поверхности производится с помошью гладилок с прямой или изогнутой рабочей частью. Для цилиндрических и граненых участков используют обжимки, для внутренних и вогнутых участков – специальные гладилки.
При операции выглаживания (рис. 156) постепенно перемещают гладилку по поверхности изделия, ударяя по ней кувалдой или ручником.
Рис. 156. Выглаживание.
Поковку при этом размещают на наковальне так, чтобы отделываемый участок был над ней. В некоторых случаях для большей художественной выразительности нужно выглаживать только отдельные участки изделия (например, выпуклые участки). Прутки круглого сечения, выглаженные плоской гладилкой, будут казаться слегка граненными и лучше смотреться в ограде или орнаменте.
Термическая обработка готовых изделий
Термическая обработка проводится с готовой уже поковкой и служит для того, чтобы изменить структуру металла. От правильного ее выполнения зависит качество изделия и его долговечность.
Она предназначена для придания изделиям из металла большей прочности и твердости. Но следует помнить, что при этом они становятся хрупкими. Обычно закаливаются рабочие части инструментов и детали механизмов, подвергающиеся тяжелым нагрузкам. Изделия из низкоуглеродистой стали практически не меняют своих свойств после закалки, поэтому подвергают их термической обработке крайне редко.
Деталь нагревают до температуры, превышающей на 30–70 °C температуру установления правильной кристаллической структуры. Время нагрева должно быть достаточным для установления равномерного строения во всем объеме металла. Оно зависит от размеров детали и ее формы, а также от сорта стали.
Слишком длительная выдержка приводит к тому, что зерна металла увеличиваются, и он теряет прочность. Поэтому продолжительность выдержки ориентировочно берется равной 0,2 от времени нагрева. В горне деталь следует расположить так, чтобы холодный воздух из фурмы не попадал на ее поверхность. Для этого заготовку кладут на слой смешанного с золой угля.
Очень важной частью закалки является охлаждение. От него зависит установление необходимой структуры металла.
Читать дальшеИнтервал:
Закладка: