В. Газенко - Отечественные автоматические винтовки

- Название:Отечественные автоматические винтовки
- Автор:
- Жанр:
- Издательство:ACT;Астрель
- Год:2001
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
В. Газенко - Отечественные автоматические винтовки краткое содержание
В этой книге приводится информация о всех типах автоматических самозарядных винтовок, созданных в России в период с конца XIX века по сегодняшний день. Даются биографические справки о создателях данного вида оружия, описываются основные конструктивные особенности представленных образцов, рассматриваются перспективы развития данного класса оружия. Издание рассчитано на широкий круг читателей, интересующихся военной техникой
Отечественные автоматические винтовки - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:

Е.Ф. Драгунов с винтовкой СВД
Калашников на конкурс представил две модели снайперских винтовок, в значительной мере копирующих своего предшественника – АКМ: штампосварная коробка, затворная рама объединена со штоком и поршнем, поворотный затвор оснащен двумя боевыми упорами, газовый механизм без регулятора. Основные отличия – удлиненный ствол, возможность ведения только одиночного огня, кронштейн для оптического прицела. Образцы не соответствовали условиям конкурса, и конструктор отозвал свои образцы, тем более в то время он был занят разработкой нового пулемета РПК под промежуточный патрон.
В результате соревнование продолжалось только между двумя группами – Константинова и Драгунова. Оба конструктора представили свои образцы почти в одно и то же время.
Винтовка Константинова относится к оружию с отводом пороховых газов, которые действуют на шток с коротким продольным движением. Запирание канала ствола производится поворотом затвора. Ударно-спусковой механизм куркового типа допускает ведение только одиночного огня. Флажковый предохранитель подпирает шептало спускового крючка и одновременно ограничивает движение затворной рамы назад. Экстракция стреляной гильзы осуществляется с помощью под- пружинного выбрасывателя, смонтированного в передней части затвора. Отражатель жестко закреплен на левой стенке ствольной коробки. Возвратная пружина расположена на направляющем стержне крышки ствольной коробки и упирается своим передним концом в дно отверстия стебля затвора. Магазин – отъемный коробчатый на 10 патронов, расположенных в шахматном порядке. По израсходовании патронов затвор останавливается в заднем положении на затворной задержке, что позволяет отсоединить пустой и присоединить снаряженный магазин.
Основным прицелом винтовки является съемный оптический. размещенный на левой стороне ствольной коробки, допускающий прицельную дальность стрельбы до 1300 м. Механический прицел секторного типа с прицельной дальностью до 1200 м используется как дублер. Винтовка имеет две подпружиненные ствольные накладки с пазами для охлаждения. На дульной части ствола предусмотрена установка пламегасителя. Отъемный штык-нож в обычных условиях носится в ножнах на поясе стрелка. Приклад винтовки имеет резиновый затыльник.
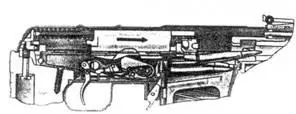
Механизм винтовки СЩ в момент заряжания

Фрагмент самозарядной снайперской винтовки СВД
Конструкция крепления задней части накладок СВД
I – ствольная коробка 2 – накладки 3 – пружина накладок 4 – нижнее кольцо
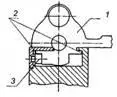
Схема фиксации затворной рамы СВД в переднем положении
1 – затворная рама 2 – направляющие поверхности рамы 3 – заклепка отражателя
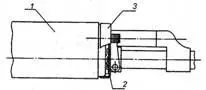
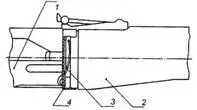
Конструкция крепления передней части накладок СВД: I – накладки 2 – сальник (передний упор накладок) 3 – верхнее кольцо

Самозарядная снайперская винтовка СВД
В своей системе Константинов применил ряд оригинальных решений, снизивших трудоемкость ее изготовления. Ствольная коробка изготовляется методом холодной штамповки из листовой стали. Щечки, муфта ствола, перемычки и затыльник приклада крепятся с помощью заклепок. Соединение ствола с муфтой выполнено прессовой посадкой казенной части ствола в гладкое отверстие муфты с последующей фиксацией штифтом. Газовая камера выполнена без газового регулятора. Ряд деталей винтовки изготовлен из пластмассы.
Над своим первым образцом ССВ-58 Б.Ф. Драгунов работал менее года. Этому способствовало его многолетнее (около 20 лет) увлечение стрелковым спортом. Кроме того, с 1950 года он руководил группой конструкторов, разрабатывавших спортивное стрелковое оружие. В 1958 году ССВ-58 прошла испытания, в которых по кучности значительно перекрыла норматив тактико-технических требований. Однако при стрельбе возникало множество задержек и даже поломок отдельных деталей (в среднем через 500-600 выстрелов). Работы по доводке и совершенствованию конструкции продолжались до 1962 года. Так только доводка магазина заняла целый год.
Стабильность рассеивания при интенсивной стрельбе во многом зависит от узла крепления цевья. В спортивных винтовках вопрос решается достаточно просто: так как у них приклад и цевье составляют одно целое, между цевьем и стволом делается гарантированный зазор. В самозарядной винтовке, в которой цевье выполнено раздельно с прикладом, пришлось искать принципиально новое решение, которое окончательно оформилось только к 1962 году. Цевье стали выполнять из двух половинок с вертикальным разрезом, которые передними концами упирались в неподвижный сальник чашеобразной формы, охватывающий ствол, при этом точка опоры оказалась на оси канала ствола. В задней части цевье подпружинено. При такой схеме нагрев и охлаждение ствола, разбухание и усыхание накладок не влияют на стабильность крепления, в любом случае концы накладок надежно прижимаются пружиной к опоре.

Самозарядная снайперская винтовка СБУ (ОЦ-ОЗ)
Для безотказной работы в условиях, сильной запыленности необходимо было увеличить зазор между ствольной коробкой и затворной рамой. Чтобы при этом не снизилась кучность, конструктор установил заклепку отражателя с цилиндрической головкой, которая ограничила боковую качку затворной рамы при закрытом затворе. Для обеспечения точности стрельбы большое значение имеет качество обработки ствольной коробки и внутреннего канала ствола. Ствольная коробка изготавливается методом фрезерования из заготовки, полученной горячей ковкой. Образуется жесткая и вместе с тем достаточно легкая конструкция.
Ствол изготавливается из цилиндрической заготовки глубоким сверлением на специальных станках под высоким давлением масла. После сверловки канал проходит двойную обработку разверткой, потом электрополировку. Далее заготовка ствола поступает на участок электроэрозии. Затем она погружается в рабочую жидкость на основе керосина, внутрь канала вводится инструмент с точной копией нарезки, и от электроразряда в канале ствола образуются нарезы, и он приобретает точную копию геометрии инструмента. На участке токарной обработки обтачивается внешняя поверхность ствола. После этого ствол проходит термообработку и хромирование канала и патронника.
Читать дальшеИнтервал:
Закладка: