Сергей Песков - История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей

- Название:История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей
- Автор:
- Жанр:
- Издательство:Центрполиграф
- Год:2021
- Город:Москва
- ISBN:978-5-227-09709-5
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Сергей Песков - История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей краткое содержание
История стекла. От стеклянного оружия до стекол иллюминаторов космических кораблей - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
– Красители при варке стеклянной основы придают ей желаемый цвет. Они подразделяются на коллоидно-дисперионные: химические соединения сурьмы, селена, меди, серебра или золота и молекулярные: оксиды легких и тяжелых металлов.
– Обесцвечивающие добавки удаляют или снижают активность красителей стекломасс. В их качестве применяется хлористый натрий, селитра, оксиды сурьмы и другие химические соединения.
– Глушители придают стекломассе непрозрачность и окрашивают изделия в белый цвет. Для этого в основу добавляются химические соединения сурьмы и олова, фосфорно-кислые или фтористые компоненты.
– Восстановитель и окислитель материалов необходим при варке цветной стеклянной основы. Обычно это винный камень, углерод, двухлористое олово, натриевая или калиевая селитра.
– Ускорители варки стекломассы сокращают время на производство стеклянной посуды и сувениров. Для этого используют алюминиевые соли, борный ангидрид или фтористые вещества.
После определения количества необходимых компонентов для приготовления стеклосмеси – шихты и ее непосредственного смешивания начинается процесс варки массы. Часто для увеличения выхода продукции и сокращения временных и материальных затрат заводами-производителями в шихту добавляется до 30 % стекольного боя, оставшегося от предыдущего производства изделий, имеющих аналогичный состав.
Стекловаренные печи способны переплавить смесь в качественную стекломассу и остается только перейти к следующему этапу производства стеклянной посуды.
Производство
Выработка посуды для повседневного использования может производиться четырьмя основными способами. Все они отличаются по технологии, трудозатратам и качеству готовых изделий.
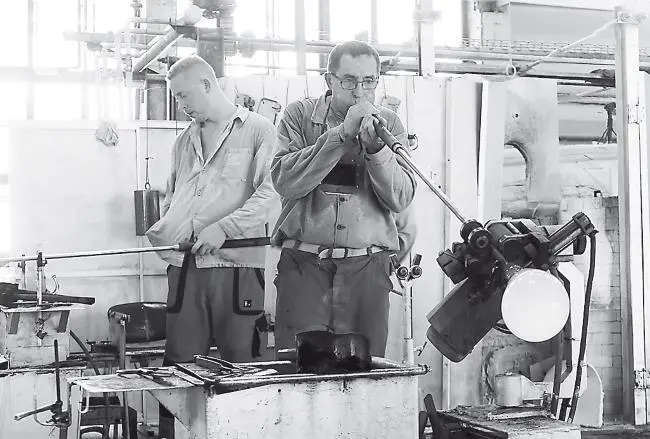
Под давлением нагнетаемого в трубку воздуха стеклянная масса расширяется, превращаясь в толстостенный пузырь
Выдувание
При производстве посуды выдувным способом вручную полуостывшую расплавленную стеклянную массу набирают на один конец стальной трубки, имеющей в верхней части резиновый баллон, с помощью которого в трубку нагнетается воздух. Изобретение такой трубки советскими инженерами А.Я. Гринбергом, М.С. Гандшу и И.С. Благообразовым является крупнейшим достижением. До этого воздух в трубку вдувался стеклодувом непосредственно ртом, что делало изнурительным его труд.
Под давлением нагнетаемого в трубку воздуха стеклянная масса расширяется, превращаясь в толстостенный пузырь, называемый баночкой. Последняя после подогревания в печи, иногда и после дополнительного набора на нее стеклянной массы, раздувается в специальных формах, в которых принимает очертания определенного изделия или его части. Формы бывают нераскрывными (для обыкновенных стаканов и других изделий простой формы) и раскрывными (для фигурных изделий – графины, кувшины и др.)
Изделия сложной формы (рюмки, бокалы, изделия с ручками) изготовляют по частям, которые соединяются раньше того момента, когда стекло начнет застывать.
Если у изделий при выдувании должна быть отделана верхняя часть (горлышко у графинов, верхняя часть кувшинов и т. п.), то их после выдувания в формах закрепляют донышком на так называемой понтии (железный прут с кружком на конце), либо захватывают различными инструментами (хватками), а затем отделяют от выдувальной трубки.
После выдувания изделия направляют в специальные печи для так называемого отжига, при котором изделия выдерживают некоторый срок при температуре 500–600 °C и затем медленно охлаждают.
Благодаря такому постепенному охлаждению стекло равномерно сжимается во всех слоях и становится термически более устойчивым, т. е. способным выдерживать резкие колебания температуры в известных пределах.
Отожженные изделия подвергаются механической обработке, которая состоит из следующих основных операций: а) удаления колпака, т. е. верхней части изделия; б) отделки края – выравнивания края изделия после отрезания колпака шлифовкой сначала с помощью кашицы из песка и воды на вращающихся чугунных кругах (шайбах), а затем на вращающихся каменных кругах и, наконец, полировкой на деревянных кругах с помощью тонко измельченных шлифующих материалов; в) отделки дна, горла и пробки – выравнивания их поверхности шлифовкой и полировкой.
У тонкостенных изделий (стаканы, рюмки и др.) край верха иногда не полируют, а оплавляют на специальных машинах.
Машинное выдувание применяется в настоящее время в основном при изготовлении стаканов. Принцип машинного выдувания сходен с принципом ручного выдувания: сначала производится набор стекломассы, затем набранная стекломасса превращается в баночку, которая раздувается сжатым воздухом сначала вне формы, а потом в металлической форме.
Цетробежное литье
Этим способом производят стеклянные изделия большого размера: вазы, блюда и т. д. В приготовленные формы заливается стекломасса и включается центробежный станок, который начинает вращать форму со смесью на большой скорости. Обороты могут достигать до 2500 в минуту. Под воздействием центробежной силы тяжести стекломасса начинает уплотняться и кристаллизоваться.
Прессование
При прессовании расплавленную стеклянную массу в определенном количестве вводят в форму пресса (матрицу), имеющую углубление. Форма этого углубления соответствует очертаниям наружной поверхности изделия. Затем в эту стеклянную массу вдавливается сердечник (пуансон), форма которого соответствует очертаниям внутренней поверхности изделия. Между стенками формы и сердечником имеется пространство, которое при прессовании заполняется стеклянной массой, принимающей форму изделия. Если на поверхности стенок формы выгравирован какой-нибудь узор, изделие при прессовании получается не гладким, а с узором.
Отформованную посуду подвергают огневой полировке, заключающейся в том, что отпрессованные изделия некоторое время выдерживают в пламени. При такой полировке происходит оплавление всех неровностей поверхности изделия, улучшающее его внешний вид. После этого посуду подвергают отжигу.
Прессованная посуда толще и термически менее устойчива, чем выдувная. Нагрев и охлаждение более толстых стенок прессованной посуды происходит неравномерно, поэтому при резких колебаниях температуры она может растрескиваться быстрее, чем выдувная.
В отдельных случаях применяют комбинированный способ производства стеклянных изделий. Так, например, при производстве масленок фасонной формы тарелку (подставку) прессуют, а корпус масленки выдувают. Такие изделия получили условное название прессо-выдувных.
Читать дальшеИнтервал:
Закладка: