Андрей Королев - Управление операционной логистической деятельностью

- Название:Управление операционной логистической деятельностью
- Автор:
- Жанр:
- Издательство:Литагент Вышэйшая школа
- Год:неизвестен
- Город:Минск
- ISBN:978-985-06-2409-3
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Андрей Королев - Управление операционной логистической деятельностью краткое содержание
Для магистрантов учреждений высшего образования по специальности «Управление логистическими системами».
Управление операционной логистической деятельностью - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Для управления движением различных ресурсов с помощью логистических методов необходимо их наглядное представление. В таком представлении принимаются некоторые допущения (рис. 3.1).
Верхняя часть потока находится ближе к сырью, нижняя часть – к розничному потребителю. Восходящий поток – слева от предприятия, нисходящий – справа.
Декомпозиция потока происходит на бизнес-процессы (рис. 3.1), а бизнес-процессы, в свою очередь, разделяются на элементарные процессы (рис. 3.2, а ), каждый из которых представляет собой минимальную единицу декомпозиции, привязанную к конкретной единице актива и к работающему на ней исполнителю (рис. 3.2, б ).
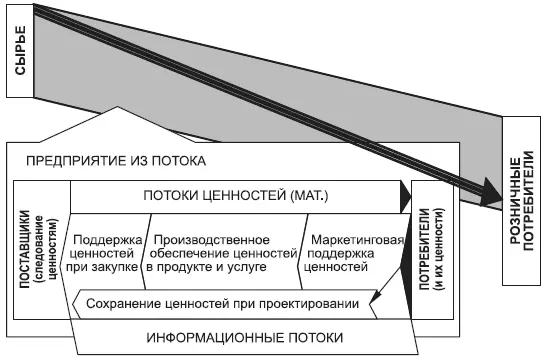
Рис. 3.1. Потоки в логистике

Рис. 3.2. Процессы в логистике ( а, б )
Декомпозиция потоков приводит к процессному подходу.
3.3. Выталкивающий, вытягивающий и БАВ (DBR) методы
Почти все ресурсы, имеющиеся в распоряжении хозяйственника, ограниченны (рынок сбыта, число квалифицированных работников, денежные средства, мощность и пропускная способность). При ограниченных ресурсах неизбежно возникают ситуации, когда надо выбирать не между плохим и хорошим, а между плохим и худшим, что неизмеримо труднее. Попытки просто разделить ответственность игнорируют эту фундаментальную истину. Передача ответственности реальным хозяевам процессов, делегирование полномочий вплоть до рабочих и постоянное улучшение позволяют значительно повысить эффективность производства благодаря действительному вовлечению персонала в достижение целей производства.
Выталкивающая система, характерная для ортодоксальных подходов к организации производства (рис. 3.3), реализуется через централизованную систему планирования.

Рис. 3.3. Централизованное управление потоками
В своем самом радикальном варианте к каждому последующему элементу технологической цепочки материальный поток выталкивается строго по командам, поступающим из центра управления. Выталкивающая система характерна для традиционных производств, на территории СНГ подавляющее большинство предприятий работает по этой системе.
Недостатки системы:
• невозможность быстрого реагирования на изменения рыночной ситуации или на задержки, обусловленные как внутренними причинами (поломки оборудования, срывы поставок и т. д.), так и необходимостью сплошной корректировки централизованных планов производства, что даже в условиях сплошной автоматизации требует значительного времени;
• необходимость создания избыточных страховых запасов на случаи, указанные выше, что замораживает финансовые ресурсы и повышает совокупные издержки;
• невозможность полной оптимизации планов из-за отсутствия учета всех обстоятельств, которые могут повлиять на реализацию планов;
• необходимость постоянного увеличения сложности информационных обрабатывающих систем и квалификации персонала при росте количества учитываемых при планировании факторов, что неизбежно для повышения конкурентоспособности;
• необходимость создания крупных плановых подразделений и введения сплошной дорогостоящей автоматизации для обеспечения приемлемой скорости реагирования на возмущающие действия внутренних и внешних факторов.
Эти недостатки исправляются в вытягивающей системе.
В вытягивающей системематериальный поток вытягивается последующим элементом из предыдущего по мере готовности, а не по команде из центра (рис. 3.4).
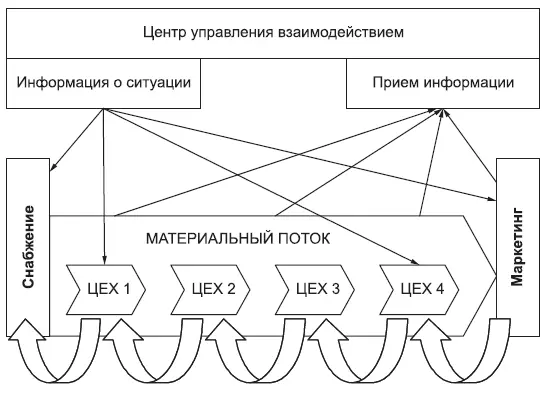
Рис. 3.4. Децентрализованное управление потоками
Основным признаком системы в этом случае становятся горизонтальные связи, делегирование полномочий на принятие решений по движению материальных потоков на уровень производственных участков, бригад и малых групп рабочих. Производной вытягивающей системы является система материально-технического обеспечения «точно в срок», при этом совокупные издержки уменьшаются в разы, что обусловлено следующими причинами:
• благодаря абсолютной точности выполнения сроков и высокому качеству закупок уменьшается потребность в помещениях для промежуточного хранения (складах), что приводит к многократному снижению издержек хранения;
• максимальное использование горизонтальных связей, необходимое при вытягивающем управлении, позволяет ускорить принятие решений и освободить высшее руководство от рутинной текучки;
• введение прозрачной зависимости вознаграждения от результатов труда, необходимой при вытягивающем управлении, дает возможность многократно повысить мотивацию персонала и исключить незапланированные простои производства.
В условиях нашей действительности переход к вытягивающей системе требует специальных подходов, например использования метода синхронных процессов (теория ограничений) для постепенного перехода к вытягивающей системе.
Метод синхронных процессов был разработан на основе теории ограничений (Theory of Constraints – TOC) математика Голдрата. Эта теория исходит из того, что эффективность любой системы определяется самыми неэффективнымиее частями, ограничивающими результативность .
Для выделения таких частей все ресурсы системы делятся на недостаточные (узкие места), избыточные и ограниченной мощности. Работа с ними осуществляется путем применения системы «барабан – амортизатор – веревка» (Drum – Buffer – Rope – DBR) в такой последовательности (рис. 3.5):
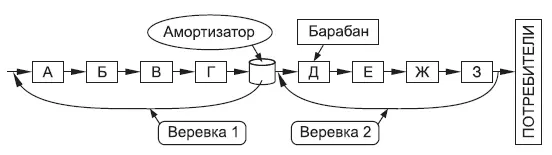
Рис. 3.5. Применение системы «барабан – амортизатор – веревка» (Drum – Buffer – Rope – DBR)
1) выделяются ограничения системы, на которые возлагаются функции «барабана» (Drum), задающего ритм процессам переработки. Ограничением системы может быть, например, установка, мощность которой не позволяет обеспечить загрузку последующих технологических процессов. Другим вариантом ограничения системы может быть ресурс, мощность которого недостаточна из-за недостатков организации: переработка очень больших партий продукции, вызывающая простой следующих процессов, или слишком длительные переналадки. Иногда ограничение находится в том месте потока, которое работает на наибольшее количество операций;
Читать дальшеИнтервал:
Закладка: