Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами

- Название:Выход из кризиса. Новая парадигма управления людьми, системами и процессами
- Автор:
- Жанр:
- Издательство:Array Литагент «Альпина»
- Год:2014
- Город:Москва
- ISBN:978-5-9614-3893-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Эдвардс Деминг - Выход из кризиса. Новая парадигма управления людьми, системами и процессами краткое содержание
Выход из кризиса. Новая парадигма управления людьми, системами и процессами - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
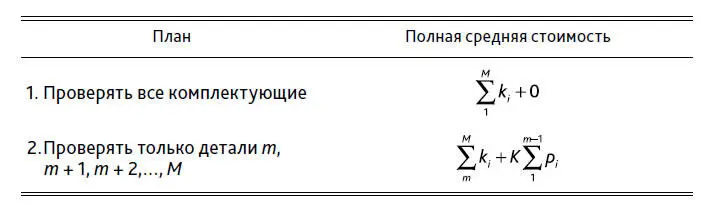
по убыванию. Ряд начнется с положительных значений, постепенно они будут становиться меньше, перейдут через ноль и продолжат уменьшаться. Для минимизации средних полных затрат вышенаписанная сумма должна быть максимально большой. Соответственно, правило минимизации средних полных затрат звучит следующим образом:
1. Не проводить контроль деталей, для которых ki – Kpi положительно.
2. Проверять все детали, для которых ki – Kpi отрицательно.
Работайте со всеми поставщиками, чтобы добиться для всех комплектующих статистической управляемости и снижения доли pi . Успех в этой работе приведет к снижению полных затрат и может позволить время от времени не проводить контроль отдельных деталей.
Замечание 1. Переход от слабо отрицательных к слабо положительным значениям лишь ненамного снизит затраты, однако значительное смещение – от больших отрицательных к большим положительным значениям – приведет к их существенному снижению.
Замечание 2 . Мы могли бы сказать, что каждая деталь имеет точку равновесного качества, определяемую как pi = ki – K . Таким образом, наш результат для многих комплектующих всего лишь повторяет план 1 и план 2 для одной детали.
Замечание 3 . Деталь с распределением доли дефектных единиц, которое колеблется возле точки равновесного качества, следует рассматривать как единичную.
Замечание 4. Используйте 100 %-ный контроль для любой детали, если она не находится в статистически хорошо управляемом состоянии и, конечно же, если она находится в состоянии хаоса.
Упражнение 5. (Цель: показать, что, когда входящее качество устойчиво находится с одной стороны от точки равновесного качества, принятие любого плана контроля, кроме правил «все или ничего», приводит к риску увеличения полных затрат.) Предположим, что мы проверяем долю f входящих партий со средней дефектностью p . Отбор деталей проводится случайно (т. е. с помощью случайных чисел). Тогда средние полные затраты на одно изделие при контроле входящих материалов и дополнительных расходах на ремонт и повторные испытания сборок, отказавших из-за дефектной детали, будут равны
Вопрос в том, каково должно быть значение f , чтобы значение y стало минимальным? Заметим сначала, что y = k 1 безотносительно к значению f в точке, где p = k 1/k 2 (точке равновесного качества).
Слева от точки равновесия p < k 1/k 2 . Равенство (5) удобно представить в форме:
Очевидно, что, если мы позволим значению f меняться от 0 до 1 слева от точки равновесия, y будет менять свое минимальное значение от pk 2 до значения k 1 . Иными словами, любой контроль, в какой бы точке слева от точки равновесия ( p < k 1/k 2 ) он ни проводился, будет увеличивать полную стоимость. Хорошо видно, что приемочные планы в этой области могут удваивать или утраивать минимальные полные затраты.
Чтобы исследовать правую сторону от точки равновесия, где p > k 1/k 2 , перепишем равенство (5) в форме
Если мы позволим f меняться от 0 до 1 в этой области, y будет уменьшаться от значения pk 2 до своего минимума k 1 . То есть 100 %-ный контроль в области справа от точки равновесия приводит к минимуму полных затрат. Не 100 %-ный контроль (т. е. f < 1 ) будет увеличивать средние полные затраты по отношению к минимальному значению.
Ранее была дана ссылка (109) на пример, представленный Уильямом Лацко. Теперь же мы обратимся к другому примеру.
Иллюстративный пример . Для производства компьютерных жестких дисков компания получает алюминиевые подложки партиями по 1000 штук. Первый шаг при получении партии – проверка выборки из 65 образцов, извлеченных из партии с помощью случайных чисел. Опыт показал, что входящие образцы, не прошедшие визуальный контроль и попавшие в производство, приводят к отказу готовых дисков. Каждая подложка, не выдержавшая визуальный контроль, замещалась на годную.
Средняя доля изделий, не прошедших визуальный контроль, составила примерно 1 к 40, или 0,025. Использовалось правило, согласно которому партия браковалась, если в выборке обнаруживалось 5 или более дефектных образцов (5 представляло собой верхний 3-сигмовый предел). Записи показали, что в прошлом очень мало партий браковалось: соответственно, для ближайшего будущего можно предположить наличие умеренной статистической управляемости.
Следовательно, средняя доля подложек, содержащих визуальные дефекты и попадающих в производство, равнялась 0,025 – (65/1000) × 0,025 = 0,023.
Полная себестоимость визуального контроля равна 7 центов на одно изделие.
Один процент подложек приходили в негодность вследствие некорректного обращения с ними при подготовке и проведении визуального контроля.
Описанное выше испытание годится только для визуальных дефектов. Дефекты, не выявляемые при визуальном контроле, приводят к отказу одного диска из 100 при финишных испытаниях. Это накладные расходы, общие и постоянные, безотносительно к доле входящих образцов, подвергаемых визуальному контролю; следовательно, в приводимой ниже таблице затрат мы их опустим.
Добавленная стоимость, создаваемая при изготовлении диска, равна 11 долл. Стоимость подложки – 2 долл.; всего – 13 долл. На отказавшую в готовом диске подложку можно подать рекламацию; следовательно, потеря готового диска обходится в 11 долл., не учитывая затраты на рекламацию. Пусть
f – доля изделий, контролируемых по описанному плану (65/1000 = 0,065);
k 1 – себестоимость визуального контроля на одно изделие (7 центов);
B – стоимость одного образца подложки (2 долл.);
k 2 – добавленная стоимость (11 долл.) изготовления одного диска;
p – среднее входящее качество по отношению к обнаруживаемым визуальным дефектам (0,025);
p' – средняя доля дисков, теряемых по иным, нежели визуальные, причинам (0,01);
p'' – средняя доля образцов, попадающих при описанном плане в производство, которые отказали бы при визуальном контроле, если бы их проверяли (0,025 {1 – 65/1000} = 0,023);
F – доля образцов, испорченных некорректным обращением при подготовке к визуальному контролю и при самом визуальном контроле (0,01).
Теперь мы можем построить таблицу 6 для предсказания затрат.
Таблица 6
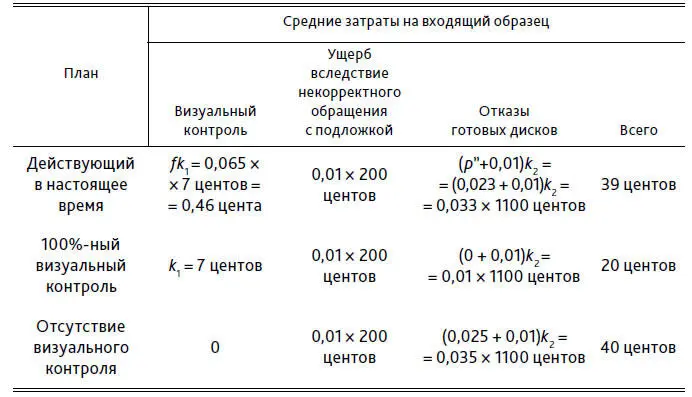
Заключение. Величина разницы между 100 %-ным контролем и используемым планом настолько велика, что можно уверенно порекомендовать начать изменения немедленно. С этой рекомендацией можно было бы повременить, если бы наблюдались существенные отклонения значений долей дефектности и стоимости от использованных в таблице.
Читать дальшеИнтервал:
Закладка: