Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Холодной сваркой сваривают металлы и сплавы толщиной 0,2–15 мм. Удельные усилия, зависящие от состава и толщины свариваемого материала, в среднем составляют 150–1000 МПа.
В практике применяются следующие методы точечной холодной сварки:
• сварка без предварительного зажатия деталей;
• сварка с предварительным зажатием деталей;
• сварка с односторонним деформированием деталей.
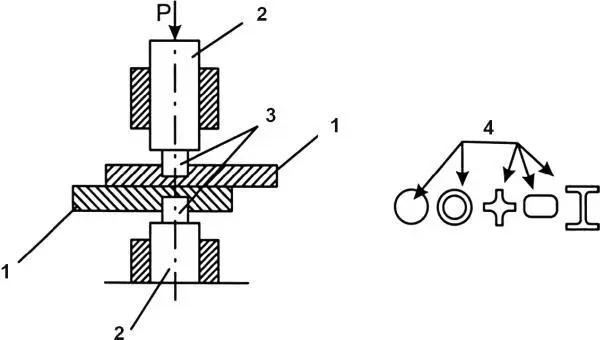
Рис. 16.
Схема холодной точечной сварки:
1 – свариваемые детали;
2 – пуансоны;
3 – выступы пуансонов;
4 – формы пуансонов.
При точечной сварке без предварительного зажатия деталей (рис. 17) с целью получения заданной прочности соединения необходимо приложить соответствующее давление пуансона. Например, для сварки алюминия это давление составляет 17–25 кгс/мм 2площади торца рабочего выступа пуансона. Для сварки меди оно должно быть увеличено в 2–4 раза. Наиболее технологичная форма выступов пуансона – прямоугольная и круглая. Ширина или диаметр рабочего выступа пуансона равны 1–3 толщинам свариваемых деталей – в зависимости от толщины последних. При сварке разнородных материалов диаметры круглых или ширины прямоугольных рабочих выступов пуансонов рекомендуется брать обратно пропорциональными твердости этих материалов.
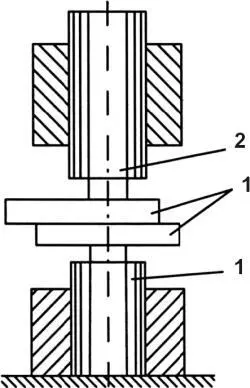
Рис. 17. Схема холодной сварки без предварительного зажатия свариваемых деталей:
1 – свариваемые детали; 2 – пуансоны.
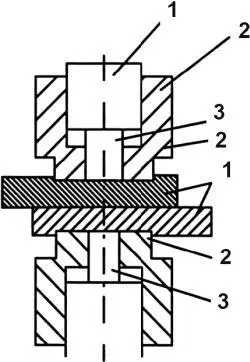
Рис. 18.
Схема холодной сварки с предварительным зажатием свариваемых деталей:
1 – свариваемые детали;
2 – прижимы; 3 – пуансоны
Недостатком этого способа является коробление деталей, что особенно затрудняет сварку деталей больших толщин (более 4 мм), а также деталей из металлов с малой пластичностью (нагартованная медь, алюминий).
Способ сварки с предварительным зажатием деталей (рис. 18) позволяет устранить основные недостатки предыдущего способа (без фиксации деталей). Отличие в том, что рабочий выступ пуансона изготавливают в виде отдельной детали, подвижной относительно опорной части, предназначенной для зажатия деталей с начала процесса сварки и до его окончания. Зажатие деталей между опорными частями (прижимами) (2) производят до вдавливания рабочих выступов пуансонов (3) в металл детали или одновременно с ним. За счет этого устраняется коробление свариваемых деталей и увеличивается прочность сварного соединения. Прочность сварного соединения растет с увеличением глубины вдавливания рабочих пуансонов в металл.
Максимальная прочность получается в том случае, когда рабочие пуансоны углубляются в металл почти на полную его толщину. При этом способе сварки давление на прижимы рекомендуется в пределах 3–5 кгс/мм 2. Площадь прижима должна превышать площадь торца рабочего выступа пуансона в 15–20 раз. В частности, при сварке алюминия конечное давление на рабочий пуансон составляет 40–150 кгс/мм 2площади торца его рабочего выступа – в зависимости от толщины свариваемого металла.
Точечная холодная сварка с односторонним деформированием (рис. 19) применяется в том случае, когда по эстетическим или техническим причинам требуется ровная с какой-то одной стороны поверхность сварного соединения. Прочность сварного соединения при одностороннем деформировании достигает максимального значения при глубине вдавливания около 60 % толщины свариваемых деталей. Дальнейшее увеличение углубления пуансона не приводит к росту прочности сварного соединения. При сварке металлов с разной толщиной вдавливание пуансона рекомендуется выполнять со стороны более тонкого металла, а при значительной разнице в толщинах (например, 10 мм + 1 мм) сварка уже невозможна.
Для получения качественного соединения перед сваркой материал необходимо тщательно зачищать от окисных пленок и обезжиривать от любых органических пленок. Даже прикосновение пальцев рук резко снижает прочность сварного соединения. Прочность соединения способом холодной сварки зависит от относительной глубины вдавливания пуансона и качества подготовки поверхности.
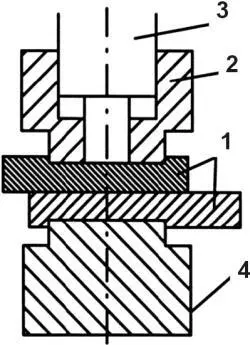
Рис. 19.
Схема холодной сварки с односторонним деформированием деталей:
1 – свариваемые детали; 2 – прижим;
3 – пуансон; 4 – основание.
Минимальная глубина вдавливания инструмента определяется свойством материала.
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение деталей и по этой линии может происходить излом. Поэтому такой способ используют для сварки кольцевых и продольных швов в замкнутых контурах.
Для различных металлов и их сплавов разработаны технологические приемы холодной шовной сварки. Например, для алюминия и его мягких сплавов рекомендованы следующие параметры:
• диаметр роликов – 50 S;
• ширина рабочего выступа ролика – (1–5) S;
• высота рабочего выступа ролика (0,8–0,9) S,
где S – толщина свариваемых деталей.
Для сварки алюминия и мягких сплавов толщиной 2+1,5 мм усилие, прилагаемое к роликам в рабочем режиме, равно 1,8 тс. Используют два типа шовной сварки:
• с односторонним деформированием металла;
• с двухсторонним деформированием металла.
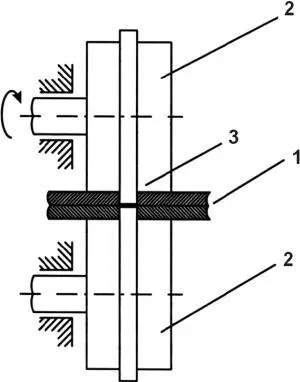
Рис. 20.
Схема холодной шовной сварки:
1 – свариваемые детали; 2 – ролики;
3 – рабочие выступы роликов
Холодная сварка встык
При этом способе сварки соединяемые детали закрепляют в специальных зажимах, расположенных соосно, а торцы свободных, выпущенных из зажимов концов деталей, примыкают один к другому. При осевой осадке выпущенные концы пластически деформируются, и в месте стыка образуется сварное соединение. Место сварки всегда имеет характерное утолщение по стыку. Величина свободных выпущенных концов зависит от свариваемых сечений и материала деталей.
Используют два типа зажимных устройств:
• с затрудненным истечением металла;
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)