Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
• со свободным истечением металла.
Схемы зажимных устройств показаны на рисунке 21.
Холодная сварка сейчас находит широкое применение благодаря простоте использования. Для соединения методом холодной сварки используют любые прессы (винтовые, гидравлические, рычажные, эксцентриковые и т. п.) как общепромышленного, так и специального назначения.
Достоинства холодной сварки:
• простота и доступность оборудования (например, любые прессы);
• низкая квалификация персонала;
• отсутствие вредных выделений при сварке;
• возможность сварки пластичных металлов без нагрева;
• высокая степень механизации процесса;
• малый расход энергии;
• высокая производительность.
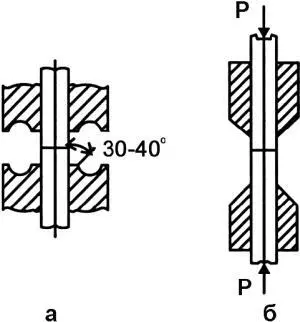
Рис. 21.
Схема зажимов для стыковой холодной сварки:
1 – с затрудненным истечением металла;
2 – со свободным истечением
Недостатки холодной сварки:
• большие удельные давления;
• относительно малый диапазон толщин материалов при сварке (0,2–15 мм);
• невозможность сварки высокопрочных металлов.
Сварка взрывом
Сварку взрывом можно отнести к видам сварки с оплавлением, при кратковременном нагреве на воздухе, так как на отдельных участках наблюдаются зоны металла, нагретые до оплавления. Однако на других участках температура может быть невысока, и здесь процесс приближается к холодной сварке.
Большинство технологических схем сварки основано на использовании направленного (кумулятивного) взрыва.
На рисунке 22 приведена схема сварки взрывом. Соединяемые поверхности двух заготовок, одна из которых неподвижна и служит основанием, располагают под углом друг к другу на расстоянии h.
На заготовку (3) укладывают взрывчатое вещество (2) толщиной Н, а со стороны, находящейся над вершиной угла, устанавливают детонатор (1). Сваривают на жесткой опоре. Давление, возникающее при взрыве, сообщает импульс расположенной под зарядом пластине. Детонация взрывчатого вещества с выделением газов и теплоты происходит с большой скоростью (несколько тысяч метров в секунду).
В месте соударения метаемой пластины с основанием образуется угол γ, который перемещается вдоль соединяемых поверхностей. При соударении из вершины угла выдуваются тонкие поверхностные слои, оксидные пленки и другие загрязнения. Соударение пластин вызывает течение металла в их поверхностных слоях.
Поверхности сближаются до расстояния действия межатомных сил взаимодействия, и происходит схватывание по всей площади соединения. Продолжительность сварки взрывом не превышает нескольких микросекунд. Этого времени недостаточно для протекания диффузных процессов, сварные соединения не образуют промежуточных соединений между разнородными металлами и сплавами.
Прочность соединений, выполненных сваркой взрывом, выше прочности соединяемых материалов. Разрушение при испытании происходит на некотором расстоянии от плоскости соединения по наименее прочному металлу. Это объясняется упрочнением тонких слоев металла, прилегающих к соединенным поверхностям, при их пластической деформации.
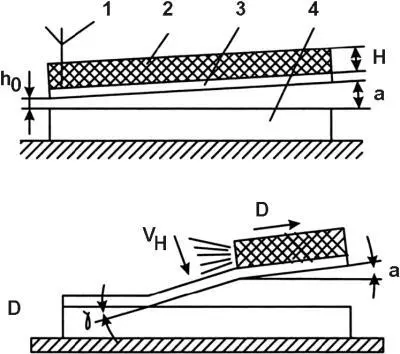
Рис. 22.
Схема сварки взрывом:
1 – детонатор; 2 – взрывчатое вещество (ВВ);
3, 4 – соединяемые поверхности
Параметры сварки взрывом:
• скорость детонации – D;
• нормальная скорость метаемой пластины при соударении с основанием – V н;
• угол встречи при соударении – γ.
Скорость детонации, определяемая типом взрывчатого вещества и толщиной его слоя, должна обеспечивать образование направленной (кумулятивной) струи без возникновения опасных для металла ударных волн.
Сварка взрывом как способ соединения металлов в твердой фазе была открыта в начале 60-х годов прошлого столетия одновременно в России и США.
Достоинства сварки взрывом:
• высокая скорость (несколько микросекунд) соединения;
• изготовление заготовок из разнородных металлов (биметалл);
• плакирование (покрытие слоем металла) поверхностей сталей металлами и сплавами с особыми физическими и химическими свойствами;
• возможность изготовления прямолинейных и криволинейных заготовок площадью от нескольких квадратных сантиметров до десятков квадратных метров;
• изготовление заготовок для штамповки и ковки;
• простота оборудования (собственно детали и заряд ВВ).
Недостатки сварки взрывом:
• защита персонала от детонационных волн при взрыве зарядов;
• обучение персонала работе со взрывчатыми веществами;
• изготовление специальных камер для сварки взрывом;
• невозможность механизации или автоматизации процесса.
Сварка трением
Сварка трением относится к процессам, в которых используется взаимное перемещение свариваемых поверхностей, давление и кратковременный нагрев. Сварка трением происходит в твердом состоянии при взаимном скольжении двух заготовок, сжатых силой Р. Работа, совершаемая силами трения при скольжении, превращается в теплоту, что приводит к интенсивному нагреву трущихся поверхностей. Таким образом, для сварки используется тепло, которое выделяется в стыке при трении двух поверхностей в результате преобразования механической энергии в тепловую. Трение поверхностей осуществляют вращением, возвратно-поступательным перемещением сжатых заготовок и колебательным перемещением одной из соединяемых деталей по отношению к другой.
Схемы сварки трением показаны на рисунке 23:
а) с вращением одной детали;
б) с вращающейся вставкой;
в) с вращением в противоположные стороны;
г) с возвратно-поступательным движением одной детали.
В результате нагрева и сжатия происходит совместная пластическая деформация. Сварное соединение образуется вследствие возникновения металлических связей между чистыми (ювенильными) контактирующими поверхностями свариваемых заготовок. На сопряженных деталях в месте стыка происходит интенсивный нагрев контактирующих поверхностей. Например, для углеродистых сталей обыкновенного качества температура достигает 900–1350 °C. При достижении температуры сварки процесс трения должен быть резко прекращен.
Окисные пленки на соединяемых поверхностях разрушаются в результате трения и удаляются за счет пластической деформации в радиальных направлениях. Сварка заканчивается естественным охлаждением деталей при повышенном сжимающем осевом усилии.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)