Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
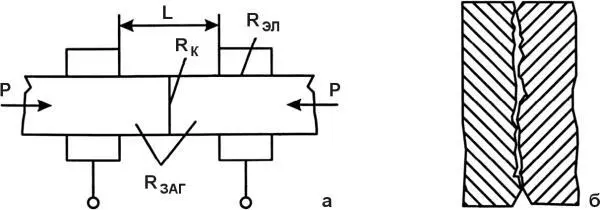
Рис. 28.
Схема электроконтактной сварки (а), схема контакта заготовки (б)
Полное сопротивление сварочного контура равно:
R = Rзаг + Rк + Rэл
Сопротивление сварочного контакта зависит от таких факторов, как чистота поверхностей деталей в месте сварки, наличие окисных пленок металла, сила сжатия заготовок. Например, при сварке неочищенных заготовок сопротивление в месте контакта изменяется в весьма широких пределах. Это приводит к изменению температуры нагрева, стабильности прочностных показателей, браку и износу электродов.
При нагреве в месте контакта сопротивление металла возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и резко ускоряется процесс сварки. Применяя для контактной сварки токи больших величин, удается производить сварку за десятые и сотые доли секунды.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор.
По типу сварного соединения различают:
• стыковую контактную сварку;
• точечную контактную сварку;
• шовную (роликовую) контактную сварку.
По роду сварочного тока выделяют контактную сварку:
• переменным током;
• импульсом постоянного тока;
• аккумулированной энергией.
Схемы основных современных способов контактной сварки представлены на рисунке 29. Эти способы отличаются сопряжением деталей в месте соединения, особенностями токоподвода и приложением сварочного давления.
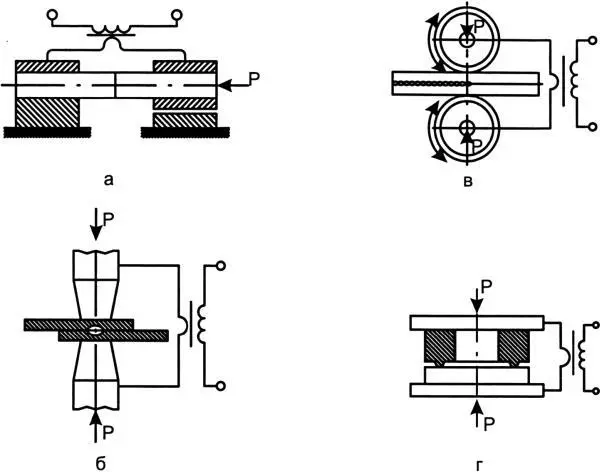
Рис. 29.
Основные способы контактной электросварки:
а – стыковая сварка; б – точечная сварка; в – шовная (роликовая) сварка; г – рельефная сварка
Выпускаемые машины для электроконтактной сварки состоят из двух основных частей: электрической и механической.
Электрическая часть сварочной машины состоит из:
• трансформатора с первичной обмоткой на напряжение 220/380 В и вторичной обмоткой на напряжение 1–20 В, при силе тока во вторичной обмотке от нескольких десятков до сотен килоампер;
• регулятора времени;
• прерывателя тока в цепи первичной обмотки;
• токоподводящих устройств.
Механическая часть машины для контактной электросварки включает в себя:
• устройства фиксации деталей;
• механизмы для создания, выдержки и снятия давления на заготовки.
Машины для контактной сварки работают по заданной программе с целью изменения сварочного тока и усилия сжатия. График изменения сварочного тока и усилия сжатия, совмещенных во времени, называют циклограммой.
Контактная электросварка является высокопроизводительным процессом. Этот вид сварки легко механизируется и автоматизируется. Относительная простота в обслуживании способствует широкому применению контактной сварки в строительстве, автомобилестроении, приборостроении и многих других областях техники и производства.
Стыковая контактная электросварка
Различают следующие способы стыковой сварки (рис. 29а):
• стыковая сварка сопротивлением;
• стыковая сварка оплавлением.
Стыковая контактная сварка сопротивлением – разновидность контактной сварки, при которой заготовки, установленные и закрепленные в стыковой машине, прижимают одну к другой усилием определенной величины, после чего пропускают по ним электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка . Ток выключают до окончания осадки.
Недостаток этого способа в том, что им можно соединять детали малого сечения (до 100 мм 2) с простым периметром (круг, квадрат, прямоугольник и т. п.). Детали при этом способе требуют тщательной очистки.
Стыковая сварка оплавлением. При этом способе детали медленно сближают при включенном источнике тока. Соприкосновение поверхностей при медленном сближении приводит к образованию отдельных микроконтактов, через которые протекает ток высокой плотности. Происходит взрывное оплавление микроконтактов . При этом под действием магнитного поля расплавленный и кипящий металл выбрасывается наружу. Последующее сжатие заготовок приводит к образованию сварного шва. Осадку деталей начинают при включенном токе и завершают при выключенном токе. При этом используют непрерывное или прерывистое оплавление места сварки.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением в том, что при оплавлении выравниваются все неровности стыка, а оксиды и загрязнения удаляются. Поэтому не требуется особой подготовки места соединения, можно сваривать детали с сечением сложной формы. Сваркой оплавлением соединяют разнородные металлы – быстрорежущие, углеродистые стали, медь, алюминий.
Наиболее распространенными изделиями, изготовляемыми стыковой сваркой, являются элементы трубчатых конструкций, кольца, колеса, инструмент, рельсы, арматура для строительства.
Точечная контактная электросварка
Заготовки соединяют сваркой в отдельных местах, условно называемых точками .
Размеры и структура точки, определяющие прочность соединения, зависят от различных факторов. Форма и размеры контактной поверхности электродов, сила сварочного тока, время его протекания через заготовки, усилия сжатия и состояния поверхностей заготовок – это основные технологические параметры точечной сварки.
При этом способе соединяемые детали внахлестку расположены под сжимающими электродами. К электродам подводится электрический ток. В момент прохождения тока заготовки нагреваются, особенно быстро нагреваются участки, прилегающие к контакту между электродами. При этом металл расплавляется, и под действием сжимающих усилий капля расплавленного металла сплющивается на стыке «деталь-деталь». В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают. После выключения тока заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварной точки. Электроды оставляют характерный отпечаток в виде точки.
Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т. п.).
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)