Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
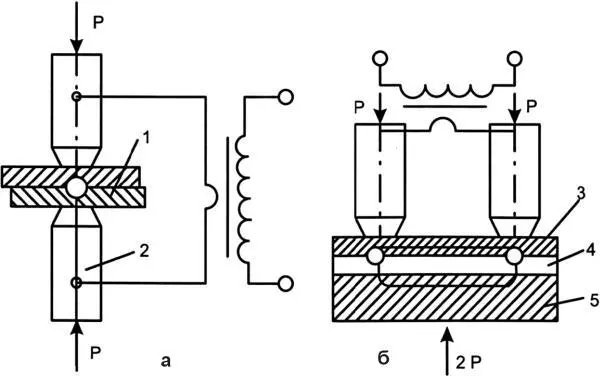
Рис. 30.
Схема точечной электросварки:
а – схема процесса; б – сечение сварной точки; Р – давление сжатия заготовок
Точечную сварку применяют для соединения заготовок из сталей различных марок, а также из цветных металлов и их сплавов толщиной от сотых долей миллиметра до 35 мм.
Сварка, в зависимости от расположения электродов по отношению к свариваемым заготовкам, может быть двухсторонней и односторонней.
Типы сварных соединений точечной контактной сваркой показаны на рисунке 31.
Точечной сваркой изготавливают штампосварные заготовки – при соединении отдельных штампованных элементов сварными точками, что упрощает процесс изготовления сварных узлов. Точечная сварка широко применяется при производстве автомобилей и в авторемонтных мастерских – при замене элементов кузова.
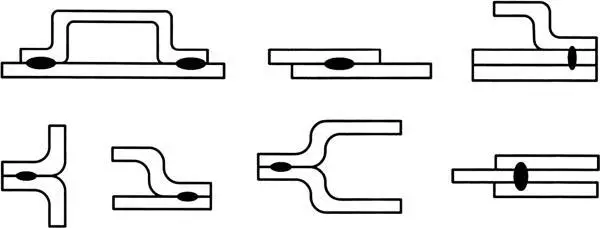
Рис. 31.
Типы сварных соединений точечной сваркой
Можно выделить рельефную сварку как вид контактной одновременной многоточечной сварки.
Рельефная сварка характерна тем, что на одной из заготовок предварительно изготавливают выступы (рельефы) – круглой, кольцевой, продолговатой или иной формы. Сварку выполняют одновременно по всем рельефам, что обеспечивает высокую производительность процесса.
Основные технологические параметры точечной сварки:
• удельное усилие сжатия – Р (МПа);
• плотность тока – i (А/мм 2);
• время протекания тока – t (с).
Шовная (роликовая) контактная электросварка
Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяют прочно-плотным сварным швом, состоящим из ряда точек, перекрывающих друг друга. Электроды имеют вид роликов (дисков) диаметром – 400 мм. Форму рабочей поверхности выбирают в зависимости от толщины, формы и материала свариваемых заготовок. Ролики для сварки делают из токопроводящих материалов, с высокой теплопроводностью, например из меди или специальных сплавов.
Схема шовной сварки изображена на рисунке 32.
В процессе шовной сварки (рис. 32) листовые заготовки 1 соединяют внахлестку, зажимают между роликами-электродами 2 и пропускают ток сварки от трансформатора 3 . При движении роликов по заготовкам образуются перекрывающие друг друга точки, в результате чего образуется сплошной герметичный шов. Шовную сварку, так же как и точечную, можно получить при одностороннем и двухстороннем расположении электродов.
Циклограмма процесса шовной сварки бывает с прерывистым или с непрерывным включением тока.

Рис. 32.
Схема шовной сварки и разрез сварного шва:
1 – заготовки; 2 – ролики;
3 – сварочный трансформатор;
Р – усилие сжатия
Толщины свариваемых листов металла составляют – 0,3 мм. Шовной сваркой выполняют те же типы сварных соединений, что и точечной сваркой, но используют для получения герметичных швов.
Шовную сварку применяют в массовом производстве для изготовления различных сосудов, баков и т. п.
Диффузная сварка
Диффузией называется явление самопроизвольного проникновения и перемешивания частиц двух соприкасающихся газов, жидкостей или твердых тел. Происхождение слова от латинского diffusio означает распространение, растекание, рассеивание. С точки зрения физики это неравновесный процесс, вызываемый молекулярным тепловым движением и приводящий к установлению равновесного распределения концентраций внутри фаз. В результате диффузии происходит выравнивание химических потенциалов компонентов смеси.
Микроскопическая теория диффузии атомов, основанная на механизме перескоков атомов по вакансиям (свободным местам), была развита Я. И. Френкелем.
Замещение атомов кристаллической структуры вакансиями связано с возможностью перехода их через потенциальный барьер. Предполагается, что после перехода атома на свободное место (вакансию) он, благодаря сильному взаимодействию его с соседними атомами, успевает отдать часть энергии, прежде чем вернется на свое место.
Процесс диффузии в твердых телах может осуществляться несколькими способами:
• обмен местами атомов кристаллической структуры с ее вакансиями;
• перемещение атомов по междоузлиям;
• одновременное циклическое перемещение нескольких атомов;
• обмен местами двух соседних атомов.
При образовании твердых растворов замещения преобладает обмен местами атомов и вакансий. Диффузию принято выражать через коэффициент диффузии D:
D = a 2/t × exp (—W/k × T),
где: D – коэффициент диффузии;
a – постоянная решетки;
t – время периода колебаний атомов решетки (t=10–13c)
W – энергия активации;
Т – температура.
Из формулы видно, что для твердых тел характерна экспоненциальная зависимость диффузии от температуры. Например, коэффициент диффузии для цинка в медь возрастает в 1014 раз при повышении температуры от 30 °C до 300 °C.
Все эти физические явления положены в основу диффузной сварки материалов и различных металлов и их сплавов. При диффузной сварке соединение образуется в результате взаимной диффузии (проникновения) атомов в поверхностных слоях контактируемых материалов, находящихся в твердом состоянии.
Температура нагрева при сварке несколько выше или ниже 0,5–0,9 Тплавл) температуры рекристаллизации более легкоплавкого материала. Процесс сварки в большинстве случаев выполняют в вакууме, примерно (1,33 × (10–2–10–5) Па. Однако возможна и сварка в атмосфере инертных защитных или восстановительных газов.
Защитная среда способствует удалению пленок поверхностных окислов. В вакууме происходит их разложение (диссоциация) и испарение или восстановление окисных пленок до основного металла в среде восстановительного газа.
На рисунке 33 изображена принципиальная схема диффузной сварки.
Процесс диффузной сварки выполняют следующим образом (рис. 33): свариваемые заготовки 4 центрируют в оправках 3, 6 , устанавливают в рабочую камеру 2 , в которой создают вакуум или заполняют ее защитным газом. После этого нагревают заготовки до температуры рекристаллизации более легкоплавкого материала и прикладывают давление с помощью, например пневмо, гидро– или механических устройств 1 .
Давление создают порядка 1–20 МПа в течение 5–20 минут. После охлаждения деталей образуется сварное соединение. Нагрев осуществляют при помощи внешнего либо внутреннего нагревателя. Используют нагрев электрическим током, при помощи индуктора ТВЧ (токами высокой частоты), при помощи электронного луча в вакууме. Время выдержки зависит от свойств материала и его размеров.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)