Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
По химическому составу стальная проволока делится на три основные группы:
• углеродистая (6 марок) – с содержанием углерода не более 0,12 % – предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
• легированная (30 марок) – для сварки низколегированных, конструкционных, теплостойких сталей;
• высоколегированная (41 марка) – для сварки хромистых, хромоникелевых, нержавеющих и других специальных легированных сталей.
Проволока маркируется индексом Св(сварочная), буквами и цифрами. Обозначения легирующих примесей следующие:
Г– марганец,
С– кремний,
X– хром,
Н– никель,
М– молибден,
В– вольфрам,
Ф– ванадий и др.
Первые две цифры указывают содержание углерода в сотых долях процента, а цифры после буквы, указывающей легирующие примеси, – количество данного элемента в процентах. Отсутствие цифры после буквенного обозначения легирующего элемента означает, что этого элемента в материале проволоки менее одного процента. Буква А в конце марки указывает на пониженное содержание вредных примесей (серы и фосфора). Например, сварочная проволока марки Св–08ХГ2С содержит 0,08 % углерода, до 1 % хрома, до 2 % марганца и до 1 % кремния. Содержание углерода в сварочной проволоке не превышает 0,12–0,15 %, что снижает склонность металла шва к газовой пористости и образованию твердых закалочных структур.
Содержание кремния в углеродистой проволоке составляет менее 0,03 %, так как наличие кремния способствует образованию при сварке пор в металле шва. Допустимое содержание серы и фосфора также ограниченно (0,04 % каждого элемента), так как они даже при малой концентрации способствуют образованию трещин в сварном шве.
Медь и ее сплавы сваривают проволокой и прутками из меди и сплавов на медной основе.
Алюминий и алюминиевые сплавы сваривают сварочной проволокой из алюминия и его сплавов.
Для сварки других металлов и сплавов применяют сварочную проволоку или стержни, изготовленные либо по ГОСТу на свариваемый металл, либо по техническим условиям.
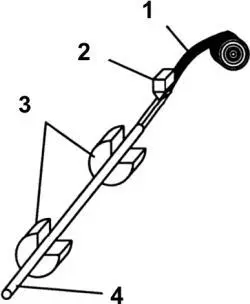
Рис. 57.
Схема изготовления порошковой проволоки:
1 – стальная лента; 2 – бункер с шихтой; 3 – фильеры; 4 – порошковая проволока
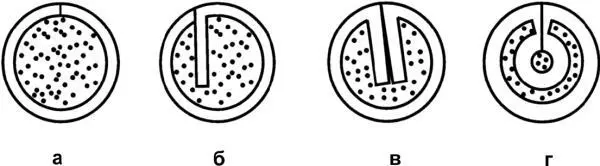
Рис. 58.
Поперечное сечение порошковых проволок:
а – кольцевая; б – с одной загнутой кромкой; в – с двумя загнутыми кромками; г – двухслойная
Порошковая электродная проволока (рис. 57, 58) применяется вместо дорогостоящей легированной сварочной проволоки. Она состоит из таллической оболочки и сердечника. Металлическая оболочка служит для подвода сварочного тока и удержания порошкового сердечника. Сердечник представляет собой смесь порошков минералов, руд, ферросплавов и металлических порошков. Участвуя в металлургическом процессе при сварке, смесь обеспечивает защиту металла сварочной ванны от кислорода и азота воздуха, раскисление и легирование металла шва, образование легко удаляемого шлака и получение высококачественного шва. Сварку порошковой проволокой производят открытой дугой, под флюсом или в защитных газах.
Порошковая лента применяется вместо порошковой проволоки (рис. 59) для получения более широкого слоя наплавленного металла и увеличения производительности наплавки. Она сворачивается в рулоны, применяется для наплавки автоматами, снабженными специальными устройствами для подачи ленточных электродов. Широкое применение получили проволоки, не требующие при сварке дополнительной защиты (самозащитные), и проволоки, используемые с газовой защитой зоны сварки (газозащитные).
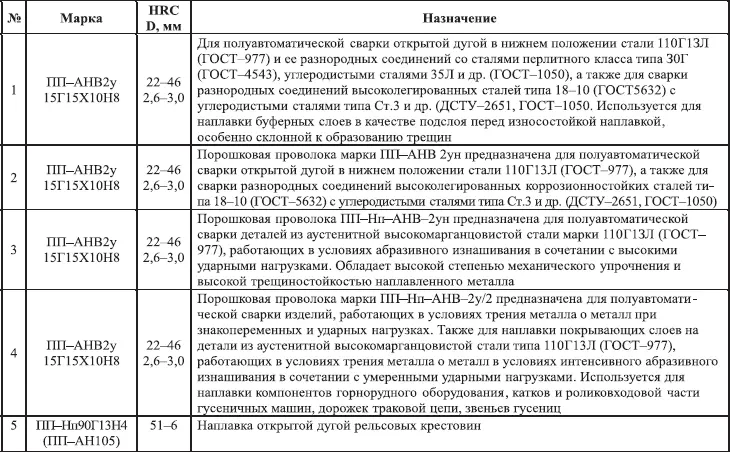
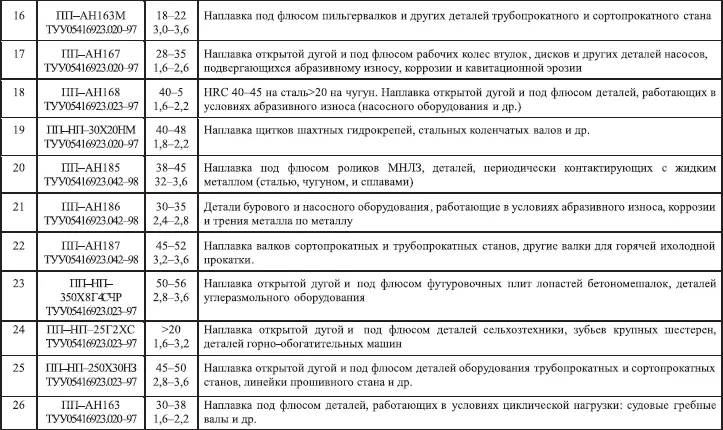
Сварка порошковой проволокой получает большое применение при изготовлении и монтаже строительных конструкций на строительно-монтажной площадке благодаря высокой производительности и низкой чувствительности к внешним условиям. Наибольшее применение получили проволоки малого диаметра (1,6–2,4 мм) марок ПП—АН1, ПП—АНЗ, ПП—АН7, ПН—АНН, ПП–1ДСК, ПП–2ДСК и др. Они позволяют получить сварные швы с высокими механическими свойствами.

Рис. 59.
Схема изготовления порошковой ленты:
а – отбортовка нижней ленты; б – заполнение порошком и укладка верхней ленты; в – завальцовка кромок нижней ленты; г – выдавливание углублений для уплотнения порошка и придания гибкости ленте
Разработан и успешно применяется способ сварки самозащитной проволокой , т. е. сплошной легированной проволокой без защитной среды (открытой дугой). Металл специальных электродных проволок, применяемых для этого способа, содержит раскисляющие и стабилизирующие элементы. При сварке происходит компенсация выгорания марганца и кремния за счет повышенного содержания их в металле проволоки. Имеющиеся в электродной проволоке алюминий, титан, цирконий и церий обеспечивают хорошее раскисление сварочной ванны, образуя соединение, переходящее в шлак.
Эти элементы связывают азот, нейтрализуя его вредное действие на пластичность и вязкость металла. Введение церия и циркония повышает ударную вязкость и пластичность металла шва. Они также способствуют устойчивости процесса сварки и уменьшению разбрызгивания металла. Этим способом можно производить сварку в углекислом газе постоянным током прямой полярности, что позволяет значительно повысить коэффициент наплавки и производительности сварки. Для этого способа применяют проволоки марок Св–20ГСТЮА и Св–15ГСТЮЦА.
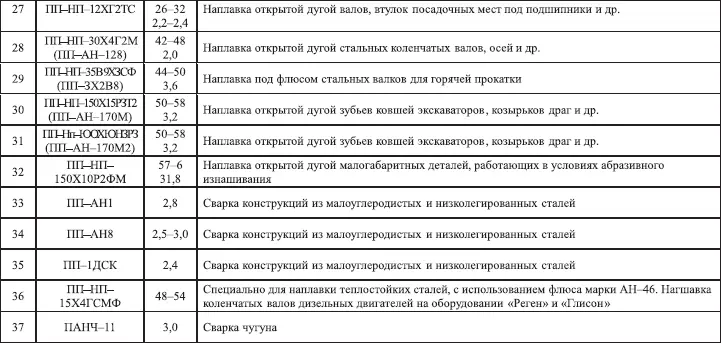
Таблица 12
Порошковые проволоки

Для сварки используют электроды:
НИИ–48Г (Э–10Х20Н9Г6С) – для сварки ответственных конструкций из низколегированных и специальных сталей, высокомарганцовистых сталей типа 110Г13Л, а также сварки таких сталей с хромоникелевыми аустенитными сталями;
ОЗЛ–19 (10Х23Н12Г) – для сварки и заварки дефектов литья из высокомарганцовистой стали марки 110ПЗЛ, а также сварки этой стали с другими сталями, в том числе с легированными типа 30ХГСА и углеродистыми типа сталь 35, сварки в нижнем, вертикальном и ограниченно потолочном положениях шва постоянным током обратной полярности;
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)