Евгений Банников - Сварка

- Название:Сварка
- Автор:
- Жанр:
- Издательство:АСТ, Кладезь
- Год:2014
- Город:Москва
- ISBN:978-5-17-085316-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Евгений Банников - Сварка краткое содержание
Книга может использоваться как при самостоятельном обучении, так и для профессиональной подготовки к учебному заведению по профессии «сварщик».
Она содержит основные понятия и определения обо всех видах сварки, включая дуговую, холодную и газовую, а так же полное описание соединений, применяемых материалах и аппаратуре. Рассмотрены правила безопасной эксплуатации портативных сварочных аппаратов и промышленной техники.
Сварка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
ЭА–112/15(10Х15Н25М6Г2АФ) – для сварки легированных высокопрочных сталей типа АК и высокомарганцовистых сталей;
ЭА–395/9 (08Х16Н26М6АГ2) – для сварки ответственных конструкций из легированных сталей повышенной и высокой прочности в термически упрочненном состоянии без последующей после сварки термической обработки, в том числе сталей типа АК, а также сварки углеродистых и низколегированных сталей с аустенитными сталями, например, типа 110Г12Л;
ЭА–981/15 (10Х15Н25М6Г2АФ) – для сварки легированных прочных сталей типа АК и высокомарганцовистых сталей типа 110Г13 разработанная институтом электросварки им. Е. О. Патона самозащитная порошковая проволока ПП АНВ – 2у.
Назначение порошковых проволок
Порошковая проволока ПП АНВ–2у используется для дуговой механизированной сварки при ремонте деталей и оборудования горнодобывающей и горно-обогатительной техники, работающей в условиях трения металла о металл, абразивного изнашивания, а также под воздействием ударных нагрузок. Она может быть использована для наплавки буферных слоев в качестве подслоя перед износостойкой наплавкой, особенно склонной к образованию трещин.
Данный тип сварки предназначен для механизированной полуавтоматической сварки открытой дугой в нижнем положении стали 110Г13Л (ГОСТ –977) и ее разнородных соединений со сталями перлитного класса типа 30Г (ГОСТ–4543), углеродистыми типа 35Г и др. (ГОСТ–1050). Также для сварки разнородных соединений аустенитных высоколегированных коррозийно-стойких сталей типа 12Х18Н10Т (ГОСТ–5632) с углеродистыми сталями типа ВстЗ и др. (ДСТУ 265), (ГОСТ–1050), для сварки стали 45Г17ЮЗ. Наиболее широко применяется порошковая проволока ПП АНВ–2у для сварки и ремонта ковшей карьерных экскаваторов типа ЭКГ–5А, ЭКГ–8, ЭКГ–12,5, ЭКГ–15, KOMATSU PC1600, KOMATSU 4000 и т. д.
Используется проволока для приварки броневых плит в дробилках, наплавки катков и роликов ходовой части гусеничных машин, дорожек траковой цепи, звеньев гусениц, для приварки козырьков к черпакам драг, для приварки литых надставок из стали 110Г13Л к боковинам из стали 30Г рештаков передвижных скребковых конвейеров. Проводились сварочные работы по установке в ковшах защитного износостойкого покрытия, а также по защите от износа кузовов БелАЗов. По упрощенной технологии без предварительного и сопутствующего подогревов применяется для сварки закаливающихся сталей типа 30ХГСА.
Преимущества порошковых проволок
Использование самозащитной порошковой проволоки марки ПП АНВ–2у взамен высоконикелевых электродов с большим запасом аустеничности марок:
ЭА–395/9 (08Х16Н26М6АГ2),
ЭА–981/15 (10Х15Н25М6Г2АФ),
НИАТ–5 (Э–11Х15Н25М6АГ2),
ОЗЛ–19 (10Х23Н12Г),
НИИ–48Г (Э–10Х20Н9Г6С),
ЭА–112/15 (10Х15Н25М6Г2АФ),
ОЗЛ–44 (10Х20Н75М2Г2БТЮФ)
и им подобных обеспечивает: высокое качество сварочного шва, почти полное отсутствие брызг, высокую производительность, получение большого экономического эффекта и сокращение времени изготовления и ремонта изделий. Расход порошковой проволоки на 1 кг наплавленного металла 1,05–1,1 кг. Для сравнения: расход электродов 1,7–1,9 кг.
Металлические электроды
Плавящиеся металлические электроды в виде стержней длиной до 450 мм из сварной проволоки с нанесенным на них покрытием, обеспечивающим устойчивое горение дуги, защиту от вредного воздействия воздуха и металлургическую обработку сварочной ванны, широко применяются для ручной дуговой сварки сталей. В покрытие входят следующие компоненты:
• газообразующие – неорганические вещества (мрамор СаСО 3, магнезит МгСО 3) и органические вещества (крахмал, декстрин);
• ионизирующие или стабилизирующие – различные соединения, в состав которых входят калий, натрий, кальций (мел, полевой шпат, гранит и др.);
• шлакообразующие , составляющие основу покрытия. Это обычно руды (марганцевая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, плавиковый шпат и др.);
• легирующие элементы и элементы-раскислители – кремний, марганец, титан и др., используемые в виде сплавов этих элементов с железом, так называемые ферросплавы;
• связующие компоненты – водные растворы силикатов натрия и калия, называемые жидким стеклом.
Металлические электроды для дуговой сварки изготовляют следующих размеров:
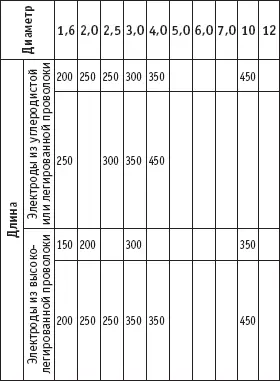
По качеству электроды подразделяются на три группы. Покрытие электрода должно быть однородным, плотным, прочным, без трещин, наплывов, вздутий и эксцентричности относительно оси стержня. Допускаются шероховатость и отдельные риски глубиной менее четверти толщины покрытия, вмятины глубиной до половины толщины покрытия на длине не более 12,0 мм, оголенность только с конца электрода на длине не более половины диаметра и другие мелкие дефекты.
Испытывают прочность покрытия следующим образом: при падении плашмя на стальную плиту с высоты 1 м электродов диаметром менее 4 мм и с высоты 0,5 м электродов диаметром 4 мм и более покрытие не должно разрушаться.
Проверяют влагостойкость покрытия погружением электрода в воду и выдержкой в течение 24 ч при температуре 15–25 °C.
Упаковывают электроды в водонепроницаемую бумагу или полиэтиленовую пленку и пачками массой 3–8 кг укладывают в деревянные ящики. Масса ящика от 30 до 50 кг. На каждой пачке имеется этикетка, содержащая наименование завода-изготовителя, условное обозначение электрода, область применения, режимы сварки, обработки и механические показатели сварного шва, свойства наплавленного металла и коэффициент наплавки.
Электроды, изготовленные по ГОСТу, обеспечивают устойчивое горение дуги и спокойное равномерное плавление покрытия.
Шлак ровным слоем покрывает наплавляемый металл и легко удаляется после остывания. Трещины, газовые поры и шлаковые включения в сварном шве не образуются. Химический состав металла шва и допустимое содержание серы и фосфора указываются в паспорте электрода. Содержание серы и фосфора в металле сварного шва при сварке низкоуглеродистых и низколегированных сталей должно быть не более 0,05 %, при сварке легированных сталей повышенной прочности – не более 0,04 %. Сварные швы высоколегированных сталей должны содержать не более 0,025 % серы и 0,03 % фосфора.
Для сварки углеродистых и низколегированных конструкционных сталей предусмотрены девять типов электродов: Э38, Э42, Э42А, Э4Х, Э46А, Э50, Э50А, Э55, Э60; для сварки легированных конструктукционных сталей повышенной и высокой прочности – пять типов: Э70, Э85, ЭКЮ, Э125, Э150. Кроме того, предусмотрены девять типов электродов для сварки теплоустойчивых сталей.
Читать дальшеИнтервал:
Закладка:




![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)