Валерий Хорев - Твой нож

- Название:Твой нож
- Автор:
- Жанр:
- Издательство:Феникс
- Год:2007
- Город:Нижний Новгород
- ISBN:5-222-10570-9
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Валерий Хорев - Твой нож краткое содержание
Книга дает читателю полное представление о древнейшем спутнике человека на всем протяжении истории — ноже, его разновидностях, материалах, формах и вариантах применения.
Это второе, исправленное и значительно дополненное, особенно по количеству и качеству иллюстраций, издание, включившее множество авторских фотографий, не представленных ранее.
О достоверности и качестве материала говорит один только факт: первое издание книги включено некоторыми юридическими учебными заведениями в список литературы, обязательной для изучения, т. е. приравнено к учебникам.
Твой нож - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Итак, для изготовления колющих и режущих предметов подходят только инструментальные и другие специальные (!) стали высокого качества:
Углеродистые — У7, У8, У10, У12 и т. д.
Легированные — ШХ15, 40Х, 40Х13, ХВГ, 65Г, 95Х18, ХВФ, 9ХС и т. д.
Высоколегированные — 20Х17Н2, 12Х18Н10Т, Р6М5, Р18, Р14Ф4 и т. д.
Однозначно пригодны все типы рессорно-пружинных, жаропрочных и жаростойких, но подвопросны все типы конструкционных сталей. Достаточно сказать, что дагестанские оружейники в начале XX века лучшим материалом для своих знаменитых клинков почитали отслужившие паровозные пружины.
Любой нормальный справочник содержит длиннейшие перечни и таблицы с указанием марок стали, их состава и свойств. Важнейшим критерием пригодности является максимально достижимая закалочная твердость. Цифры ниже 50HRC нас не устраивают. Если сталь отвечает данному параметру, то прочие ее свойства настолько тесно связаны с процессами ковки, закалки, отпуска и всеми иными, что заранее цепляться за них нет никакого смысла — умелый кузнец сделает все, как надо, а опытный термист не подведет.
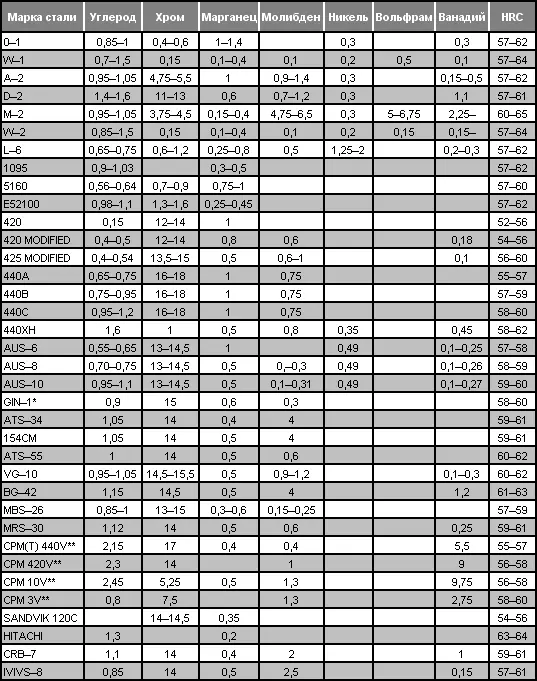
Поскольку проницательный читатель уже понял, чем следует руководствоваться при выборе отечественной стали, он без труда дополнит свои познания в этом вопросе, изучив любой из множества специальных справочников. Тем не менее в последнее время в массовую продажу поступает все большее число ножей иностранного производства, на которых четко обозначено, из какого материала сделан клинок. Если фирма-изготовитель вам незнакома и если это не Puma, Marttini или Randall, то во избежание пустой траты денег полезно иметь хотя бы общее представление о марках сталей, применяемых за пределами России. Взгляните на сводную таблицу (выше) с обозначением содержания всех основных компонентов, а также максимально возможной закалочной твердости.
Здесь представлены почти все марки стали, которые находят применение в производстве ножей, но наиболее популярной и распространенной остается сталь 440, соответствующая нашей 65Х13, из которой (а также из 40Х13) делается большинство хирургических инструментов, ввиду чего в народе ее прозвали «хирургической». Как правило, маститые оружейники для изготовления особенных, дорогих штучных изделий используют более редкие марки, обеспечивающие лучшие механические свойства, прежде всего — сочетание высокой (порядка 60 HRC) твердости с изрядной вязкостью, но для серийного производства достаточно проверенной и надежной «440»-й.
О термообработке
Практически каждому хорошо известно, что сталь требуется закаливать. Способность сплава «железоуглерод» после соответствующих термических операций приобретать повышенные твердость, упругость и прочность зависит от процентного содержания углерода: чем оно выше, тем легче сталь принимает закалку. Нижний порог лежит в пределах 0,3–0,4 %, после чего все ваши старания, нагревы и охлаждения будут бесплодны. При этом наличие или отсутствие каких бы то ни было легирующих добавок почти не влияет на результат, поскольку оные присадки служат в основном для выравнивания и уплотнения кристаллической структуры, уменьшения «зерна» и придания дополнительной вязкости и стойкости к растрескиванию, увеличению коррозионной инертности и так далее.
Грубо говоря, закалка есть процесс нагрева стали (не будем вдаваться в детали) до высокой температуры порядка 750–1100 °C с последующим резким охлаждением, чтобы произошедшие фазовые превращения не успели вернуться к исходному состоянию. Разумеется, температуры нагрева, охлаждающая среда и прочие тонкости для каждой конкретной стали сугубо индивидуальны.
В прежние времена любой нагрев мог производиться только в угольном горне с дутьем, и, как мы уже знаем, это предотвращало выгорание углерода из заготовки, а порой даже повышало его содержание. Опытный кузнец легко регулировал процесс, перемещая клинок выше или ниже в слое угля, угадывая притом температуру исключительно «на глаз», для чего в кузнице всегда стоял отнюдь не случайный полумрак.
На деле это не так сложно, умение автоматически приходит с опытом, но не зря во все века профессия кузнеца считалась загадочной, окруженной многочисленными мистическими проявлениями, не зависящими от видимых реальных причин. Интуитивное чутье и элементарная удача всегда предъявляли большие права на конечный результат, нежели пунктуальное соблюдение технологической цепочки. Достаточно сказать, что по сей день у легендарных японских мастеров, которых в стране считанные единицы и которые официально признаны «живым национальным сокровищем», почти 50 % клинков уходит в брак именно на стадии закалки, несмотря на талант, полувековой стаж и немыслимый опыт. Современного заводского технолога могут насмешить подобные цифры, однако выделка превосходного клинка все же отличается от налаженного конвейера закалки каких-нибудь шпилек или метчиков. Безусловно, массовое производство охотничьих, туристских, боевых и бытовых ножей также обходится минимальным процентом отхода, хотя мне доводилось не раз видеть клинки, «поведенные» буквально свиным хвостом. Если это не брак, то что?
Полный цикл термической обработки включает, помимо закалки, целый ряд категорически обязательных процессов, каждый из которых решает свою задачу и совершенно необходим. Применительно к холодному оружию такая цепочка выглядит следующим образом:
• ковка;
• отжиг;
• формообразующая обработка (обдирка);
• отжиг;
• правка остаточных искривлений;
• закалка;
• отпуск .
Курсивом выделены собственно термические операции, перемежаемые на начальных этапах механическими. Хотелось бы обратить особое внимание на операцию отжига, весь тайный смысл которой станет понятным из дальнейших объяснений.
Отжиг — медленное охлаждение раскаленной детали (вместе с печью, в золе, в песке и т. д.). Выравнивает кристаллическую структуру, снимает внутренние напряжения, измельчает зерно, ликвидирует последствия перегрева, улучшает механические свойства стали.
Закалка — форсированное охлаждение раскаленной стали. Измельчает структуру, повышает твердость, прочность, износоустойчивость.
Отпуск — производится немедленно (!) после закалки путем нагрева стали до температуры 150–550 °C (зависит от марки стали) и охлаждения на воздухе, в масле или воде. Снимает внутренние напряжения, повышает пластичность без заметной потери твердости, стабилизирует кристаллическую структуру.
Читать дальшеИнтервал:
Закладка:

![Валерий Попов - Грибники ходят с ножами [Повесть и рассказы]](/books/1082429/valerij-popov-gribniki-hodyat-s-nozhami-povest-i-r.webp)