Н. Копанев - Как закаляют сталь. Сказ про дедку, бабку... и сетку...(Сделай сам №2•2005)

- Название:Как закаляют сталь. Сказ про дедку, бабку... и сетку...(Сделай сам №2•2005)
- Автор:
- Жанр:
- Издательство:Знание
- Год:2005
- Город:Москва
- ISBN:5-07-002877-4
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Н. Копанев - Как закаляют сталь. Сказ про дедку, бабку... и сетку...(Сделай сам №2•2005) краткое содержание
Как закаляют сталь. Сказ про дедку, бабку... и сетку...(Сделай сам №2•2005) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Заэвтектоидные стали (в основном инструментальные) нагревают выше линии SK на 30–50 °C, и она составляет 760–790 °C. При таком нагреве перлит полностью превращается в аустенит, а часть вторичного цементита остается нерастворенной. После быстрого охлаждения в воде, аустенит превращается в мартенсит. Структура такой стали после охлаждения состоит из мартенсита и цементита, что придает инструментальной стали высокую твердость и износостостойкость. Твердость такой стали может составлять 62 HRC.
Легированные инструментальные стали перед закалкой нагревают несколько выше, чем углеродистые до 800–870 °C. Это объясняется тем, что легирующие элементы изменяют эвтектоидную температуру (положение точек Ас 1и Ас 3), увеличивая устойчивость аустенита. С другой стороны, легирующие элементы уменьшают критическую скорость закалки, что позволяет в качестве охлаждающей среды применять масло. Это уменьшает вероятность коробления готового инструмента и его растрескивание.
Быстрорежущие стали (Р9; Р18; Р6М5) для закалки нагревают до 1240–1280 °C. Такая высокая температура необходима для растворения части карбидов и получения высоколегированного аустенита и мартенсита после охлаждения, что обеспечивает большую теплостойкость стали.
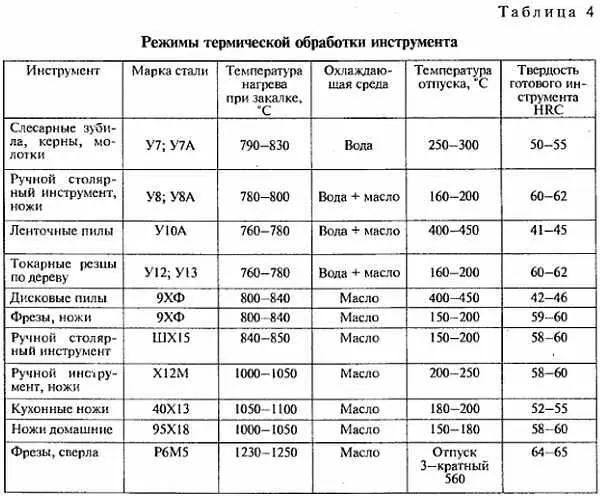
Для исключения появления трещин во время нагрева быстрорежущую сталь нагревают ступенчато в соляных ваннах (первый нагрев 400–500 °C, второй — 800–850 °C). При охлаждении в масле аустенит превращается в мартенсит, но не весь — часть его (25–30 %) сохраняется в виде остаточного аустенита. При отпуске (550–570 °C), обычно трехкратном с интервалом в один час, происходит выделение карбидов, а остаточный аустенит превращается в мартенсит закалки, в связи с чем твердость повышается до 64 HRC. Режимы термообработки некоторых инструментальных сталей даны в табл. 4.
Из теории термообработки следует, что доэвтектоидные стали с содержанием углерода от 0,3 до 0,7 % следует охлаждать при закалке в воде, что позволяет получить среднюю твердость от 30 до 55 HRC.
Для эвтектоидных и заэвтектоидных сталей с содержанием углерода от 0,8 до 1,3 % закалку лучше проводить в двух средах: сначала в воде до температуры 200–300 °C, затем окончательно охлаждение проводят в масле. Это исключает коробление и растрескивание готового инструмента.
Стали легированные и быстрорежущие охлаждают только в масле.
Умельцы и мастера, занимающиеся изготовлением инструмента, для его нагрева под закалку используют самодельные горны, газовые горелки, паяльные лампы, муфельные печи. Температура нагрева инструмента обычно измеряется визуально по цветам каления. Этому легко научиться после некоторой тренировки:
темно-коричневый (заметен в темноте) — 530–560 °C;
коричнево-красный — 580–630 °C;
темно-красный — 650–730 °C;
темно-вишнево-красный — 730–770 °C;
вишнево-красный — 770–800 °C;
светло-вишнево-красный — 800–830 °C;
светло-красный — 830–900 °C;
оранжевый — 900-1050 °C;
темно-желтый — 1050–1150 °C;
светло-желтый — 1150–1250 °C;
белый — 1250–1300 °C;
ярко-белый — 1350 °C.
При охлаждении металла цвет каления изменяется в обратной последовательности.
После проведения закалки в металле образуются большие внутренние напряжения, которые делают инструмент очень хрупким Поэтому для режущего инструмента проводят низкий отпуск с нагревом до температуры 150–250 °C и охлаждение на воздухе. Твердость инструмента при низком отпуске практически не изменяется, а вот хрупкость стали снижается до допустимых пределов.
Для инструмента, подвергающегося ударным нагрузкам (молотки, зубила, керны), проводят средний отпуск с нагревом 300–450 °C и охлаждением на воздухе. Высокому отпуску подвержен инструмент из быстрорежущей стали (для повышения твердости), а также инструмент, твердость которого по условиям работы не может превышать 45 HRC (пилы ленточные, дисковые, рамные).
Температура инструмента при отпуске определяется по так называемым цветам побежалости, которые получаются в результате образования пленок окиси различных цветов, соответствующих определенным температурам нагрева. Деталь перед отпуском должна быть тщательно зачищена от окислов:
светло-желтый — 220 °C;
темно-желтый — 240 °C;
коричнево-желтый — 255 °C;
коричнево-красный — 265 °C;
пурпурно-красный — 275 °C;
фиолетовый — 285 °C;
васильковый — 295 °C;
светло-синий — 315 °C;
серый — 330 °C.
При более высокой температуре поверхность стали темнеет и остается такой до появления цветов каления. При отпуске легированных сталей необходимо помнить, что цвета побежалости появляются при более низких температурах.
Качество закалки режущего инструмента перед заточкой и доводкой контролируют напильником с мелкой насечкой, имеющего стандартную твердость 61–62 HRC.
Сталь с низким содержанием углерода, легко запиливается этим напильником. Средней твердости — запиливается с трудом, при сильном нажиме. На инструментальной стали высокой твердости напильник едва оставляет следы, даже при сильном нажиме. По быстрорежущей стали напильник легко скользит, не оставляя никаких следов, потому что твердость этой стали выше твердости напильника. Иногда для исправления твердости инструмента необходимо знать марку стали, из которой он изготовлен, чтобы успешно провести термообработку. Для этого используют корборундовый круг, зернистостью 35–40, вращающийся с окружной скоростью 25–30 м/сек. Испытуемый металл слегка и равномерно прижимают к наждаку. При этом от металла отделяются частицы, которые, сгорая, образуют светящиеся линии, заканчивающиеся вспышками в виде искр. Цвет, длина линий и вид искр для сталей с различным химическим составом неодинаковы. Это и позволяет определять марку стали.
Чтобы научиться правильно определять марку стали по искре, следует подобрать образцы известных инструментальных сталей, запомнить вид пучков, цвет и форму искр, чтобы сравнить их с испытываемой сталью.
Пробу на искру лучше проводить в затемненном помещении или оградить наждачный круг темным футляром. Некоторые группы сталей имеют следующий цвет искровых линий: углеродистые — светло-желтый; хромо-кремнистые — ярко-белый; быстрорежущие — темно-красный.
На рис. 2 приведены формы пучков искр наиболее распространенных марок сталей.
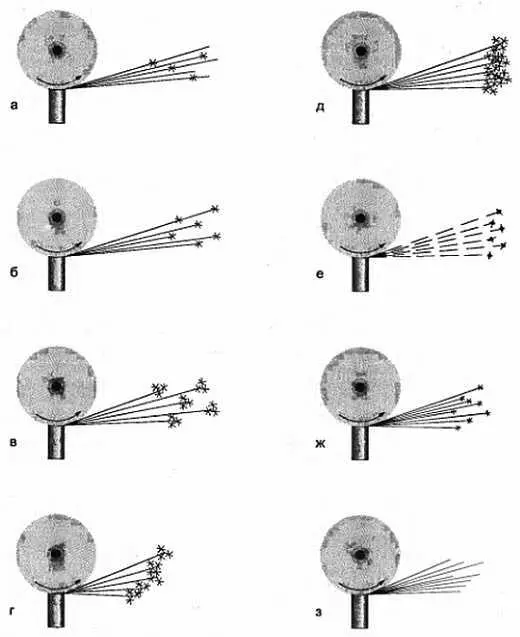
Рис. 2. Формы пучков искр некоторых марок сталей:
а— малоуглеродистая; б— углеродистая сталь (0,5 % углерода); в— инструментальная сталь У7-У10; г— инструментальная сталь У12; У13; д— хромистая сталь (40X13); е— быстрорежущая сталь с присадкой хрома и вольфрама (Р9; Р18); ж— пружинная сталь с присадкой кремния (5 °CГ; 6 °CГ); з— быстрорежущая сталь с присадкой кобальта (Р9К10)
Читать дальшеИнтервал:
Закладка: