Илья Мельников - Художественная обработка металла. Чеканка

- Название:Художественная обработка металла. Чеканка
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Илья Мельников - Художественная обработка металла. Чеканка краткое содержание
Книга посвящена художественной чеканке – важному способу обработки металла. Здесь подробно описаны история возникновения чеканного искусства, области его применения и основные приемы, материалы, оборудование, инструменты и приспособления, используемые для чеканных работ, а также технология чеканки и основные ее этапы.
Немало внимания уделено чеканке объемных форм, дифовке – способу холодной обработки металла молотком, технологии выколотки по моделям, применению художественной чеканки, басме и процессу изготовления матрицы.
Художественная обработка металла. Чеканка - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Для устранения этого недостатка его опускают, снижая внутренние напряжения и смягчая действие закалки. Отполированный инструмент снова нагревают до 250 – 300°С и охлаждают в воде. Закалку проверяют напильником с мелкой насечкой. Если напильник свободно скользит по бою чекана, не срезая опилок, значит чекан закален хорошо. Бой инструмента после закалки полируют на полировальном круге и проверяют, нет ли на его рабочем конце трещин. При изготовлении чеканных работ на тонких пластичных металлах, таких как медь, алюминий толщиной до 0,5 мм применяют расходники с деревянной ручкой.
Часто при выколотке крупных глубоких рельефов применяют деревянные чеканы. Они хорошо выравнивают фон, а при вытяжке рельефов меньше подвергаются наклепу.
Делают такие чеканы из твердых пород дерева (дуб, ясень, рябина, граб, клен, береза, бук и др.) с утолщением в серединной части остова. Рабочая часть чеканов может быть плоской, круглой, острой. Удары по деревянному чекану можно наносить металлическим и деревянным молотком.
От деревянного чеканы меньше разбиваются, но работать удобнее металлическим, так как его размеры меньше. Рабочую часть деревянного чекана тщательно выравнивают напильником с мелкой насечкой и шлифуют наждачной бумагой.
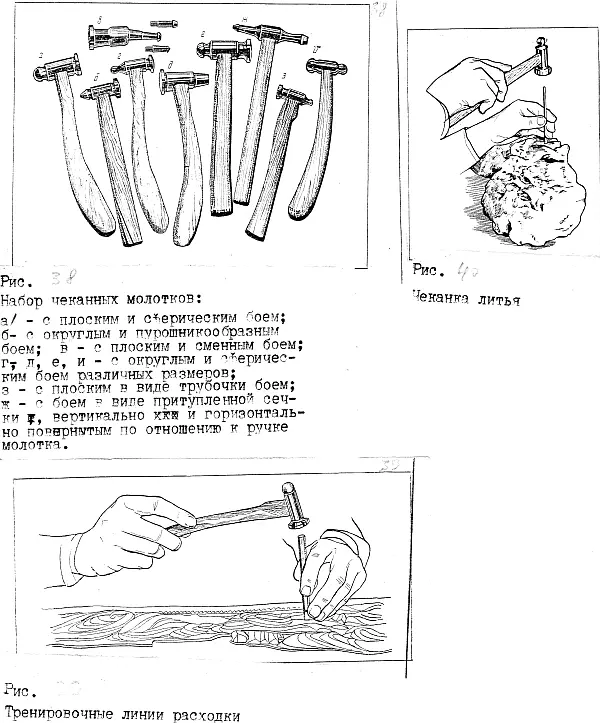
Размеры чеканов по сечению и молотков по массе зависят от рода выполняемых работ. Для небольших ювелирных работ применяют чеканы, откованные из тонких стальных стержней сечением 3 – 4 мм, для крупных – 15 – 20 мм. Выполняя чеканные работы на тонких пластичных металлах, например медь, алюминий толщиной 0,4 мм используют ручной расходник с деревянной ручкой. Линии расходки получаются четкими и глубокими.
Важным инструментом мастера являются чеканные молотки. Их специфическая форма выработана и усовершенствована многовековым опытом.
Молотки в зависимости от назначения могут быть выполнены из металла, дерева, резины, кости.
Металлические служат для выколачивания различных форм и для удара по чекану. Один конец молотка имеет сферическую (полукруглую, шаровидную) форму, другой – плоскую квадратного или округлого сечения. Деревянные и резиновые молотки служат для вытяжки рельефа и разравнивания форм.
Изготовляют молотки из углеродистой стали марок У7 и У8. Масса от 70 до 300 г. Наиболее широко применяют молотки массой 120 – 200 г.
Молотки для чеканки изготовляют токарным или слесарным способом. При изготовлении слесарным способом они будут иметь квадратное сечение нижнего боя и средней части. Переходы (шейки) от средней части к бойкам – скругленные или круглые, верхний боек имеет полушаровидную форму.
При изготовлении токарным способом молотки имеют по всей длине круглое сечение. Диаметр бойков может быть различным. Нижний диаметр – большой для удобства наносить удары по чекану, верхний – меньше, что сделано в целях большей устойчивости молотка.
Рабочую часть молотка – бой тщательно шлифуют, полируют, закаливают, отпускают и еще раз полируют.
Для удобного пользования ручка молотка должна иметь изгиб и утолщение на конце, такая форма легко и удобно ложится в ладонь и не утомляет руку.
Для молотков с большой массой, предназначенных для вытяжки рельефов на крупных работах, ручки делают прямыми.
Ручки молотков для чеканки изготовляют из твердых пород дерева – граба, бука, дуба, березы, шлифуют наждачной шкуркой и покрывают смоляным лаком.
Приспособления, оборудование и дополнительное оснащение для чеканных работ
В светлой мастерской для чеканных работ необходимо разместить рабочее место для мастера и оборудование.
Стол, за которым работает чеканщик должен быть удобным с индивидуальным освещением не дающим теней и с отражательным щитком, что особенно важно для чеканки ювелирных изделий. В столе должны быть несколько выдвижных ящиков, среди которых ящик для инструментов – молотков и чеканов.
Стул должен быть удобным, с вращающимся сиденьем и регулируемой высотой. В мастерской должна быть раковина с проточной водой для промывки изделий после отбела и обработки их химикатами.
Для мастера необходим набор слесарных инструментов, в который входят ручные ножницы для резки металла, плоскогубцы, кузнечные клещи, напильники, надфили, рифлевки, стальные линейки длиной 500 – 1000 мм, угольники, зубила, слесарные циркули и другие инструменты.
Для выполнения слесарных работ по изготовлению и правки инструмента, зажима и специальных чеканов служат стуловые тиски. Заточные станки необходимы для изготовления, правки и заточки инструмента.
Кроме заточных станков необходимы шлифовально-полировальные станки, токарные, сверлильные и пескоструйные установки для отделки изделий, а также электродрель, которую применяют для полировки труднодоступных мест на рельефе чеканки, при сборке и монтаже.
Для чеканки рельефа с предельной точностью используется смола, которая служит для закрепления листового материала при его обработке. Для ее приготовления используют битум марки 4 или 5, который расплавляют в котле, затем при постоянном помешивании добавляют наполнитель – 10 – 30 процентов от общего объема.
В качестве наполнителя используют просеянный песок или золу, формовочную землю, сухой красочный пигмент – охру, сурик; для большей вязкости и мягкости добавляют воск – 5 – 10 процентов, для большей клейкости и прочности – канифоль.
Смолу разогревают и заливают ванны или ящики для чеканки по листу. Для небольших работ служат эмалированные металлические фотованны (400 – 450 мм, высота бортов 50 мм), для больших – деревянные ящики 500х500х50 или иных размеров.
Вместо ящиков можно использовать мешки из прочной брезентовой ткани, наполненных чистым просеянным речным песком. Форма и размеры мешков различны.
Толщина наполненного песком мешка должны быть не менее 120 мм. Большие монументальные работы выполняются в основном на мешках с песком. В качестве подкладок используют листы из свинца, резины, а для обработки отдельных фрагментов чеканного листа или для мелких работ используют войлок.
Для приготовления, разогревания смолы и насмолки чеканных пластин применяют паяльные лампы, электронагреватели, кузнечные горны.
Для выравнивания фонов, набивки фактуры на плоских чеканках применяют стальные и чугунные плиты, деревянные доски.
Среди иного оборудования для чеканных работ, необходимы:
1. травильные ванны из кислотоупорного материала для травильных и отбеливающих растворов;
2. гальванические ванны с выпрямителями для гальванопокрытий;
3. вытяжные шкафы и зонты для химической обработки, патинирования и оксидирования изделий;
Читать дальшеИнтервал:
Закладка: