Техника и вооружение 2016 02

- Название:Техника и вооружение 2016 02
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:2016
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Техника и вооружение 2016 02 краткое содержание
Техника и вооружение 2016 02 - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Именно технологичность образца Шпагина сыграла в этом немалую роль. Технологичность конструкции проявляется в оптимальных затратах труда, средств и материалов при ее производстве, эксплуатации и ремонте. Стоит вспомнить также рекомендацию - искать решения новых конструкций оружия "в различных отраслях "мирной" техники", которую давал профессор А.А. Благонравов оружейникам в 1940 г.: "Нередко в этой же области можно найти, если не решение, то наметку решения технических проблем, над которыми работает мысль специалистов-оружейников". Как заводское изделие, ППШ отвечал общему направлению внедрения в оружейное дело технологий массового производства, ранее внедрявшихся именно в отраслях "мирной" техники, включая замену обработки металла резанием обработкой давлением, клепки - дуговой и контактной электросваркой, воронения - оксидировкой и фосфатированием, а также сокращение числа резьбовых соединений.
В отношении обработки металла речь, прежде всего, шла о холодной штамповке с использованием прессов средней мощности. Ее внедрение позволяло намного ускорить и удешевить процесс изготовления ряда деталей и уменьшить отход металла.
14 декабря 1940 г. специальная комиссия Наркомата вооружения произвела технологическую оценку образцов.

Конструктор Георгий Семенович Шпагин (1897-1952).
| Образец | ППД обр. 1940 | ППШ |
| Количество станко-часов | 13,6 | 7,3 |
| Количество заводских деталей | 95 | 87 |
| Количество деталей механической обработки | 72 | 58 |
| Количество деталей холодной штамповки | 16 | 24 |
| Количество основных деталей холодной штамповки | 0 | 3 |
| Количество деталей горячей штамповки | 8 | 8 |
| Количество деталей сложной механической обработки (не менее 30 операций) | 3 | 2 |
| Количество заклепок | 17 | 5 |
| Количество резьбовых мест | 7 | 2 |
То есть, по сравнению с ППД доля деталей механической обработки уменьшилась примерно с 80 до 69%, а доля деталей, изготовленных холодной штамповкой, увеличилась с 17 до 28%. Для изготовления ППШ требовалось вдвое меньше времени, чем для выпуска ППД. Точной механической обработки в ППШ требовали только ствол, затвор и некоторые другие детали. Ствольная коробка с кожухом ствола, затворная коробка, корпус спускового механизма представляли собой штампосварные конструкции простой формы: собственно, это и определило характерные "прямоугольные" обводы оружия. Количество резьбовых соединений и прессовых посадок было минимизировано. Ствол фиксировался в ствольной коробке соединительной осью.
Надо сказать, введение в оружейное производство штамповки встречало недоверие со стороны многих специалистов, поскольку она не могла обеспечить такой высокой точности, как механическая обработка деталей квалифицированными рабочими. Но существенная экономическая выгода заставила вкладывать средства в доведение и внедрение этой технологии. Следует учесть острый недостаток тогда в стране металлообрабатывающих станков высокой точности.
Начало серийного производстваВ апреле 1940 г. в систему Наркомата вооружения из Наркомата местной промышленности был передан строящийся скобяной завод в Загорске (Московская область). Заводу присвоили номер 367 и после принятия на вооружение ППШ он получил задание освоить в кратчайшие сроки его серийное производство. Для руководства процессом внедрения изделия в серию на завод из Коврова командировали Г.С. Шпагина.
О месте пистолетов-пулеметов в новой системе стрелкового вооружения РККА, формировавшейся в 1939-1941 гг., можно судить по плану военных заказов Наркоматов обороны, военно-морского флота и внутренних дел на 1941 г. (Постановление СНК СССР и ЦК ВКП(б) от 7 февраля 1941 г.):
"... По сухопутному вооружению ...Винтовок всего - 1 800 000 шт.
В том числе самозарядных обр. 40 г.- 1 100 000
7.62 мм револьверов "наган" - 160 000
7.62 мм автоматических пистолетов - 140 000
7.62 мм пистолетов-пулеметов Шпагина - 200 000...".
Отметим, что упомянутая здесь СВТ "обр.40 г." также была новым образцом, и именно ей накануне войны отводилась роль основного стрелкового оружия. Темпы освоения производства пистолетов-пулеметов отставали от планов: в I квартале 1941 г. их выпустили 5,4 тысячи, во II - 3,5 тысячи.
Какие бы перспективные решения ни были заложены в конструкции изделия, отработка его на технологичность продолжается при постановке на производство и в ходе изготовления. В начале 1941 г. к доводке ППШ специально подключили группу инженеров-технологов Наркомата вооружения.
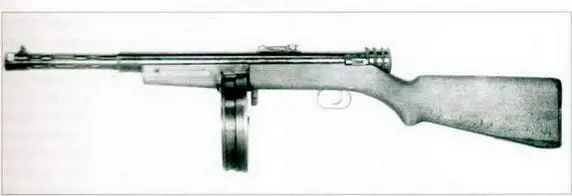
Опытный 7,62-мм пистолет-пулемет Б.Г. Шпитального, 1940 г. Образец именовался "пехотным пулеметом" и действительно нес следы отношения к пистолету-пулемету как к роду ручного пулемета, а не компактному индивидуальному оружию.

Автоматчики были весьма эффективны в танковом десанте. Здесь - десант на броне Т-34. У старшего сержанта на переднем плане и рядового за ним - пистолеты-пулеметы обр.1941 г. (ППШ) с секторным прицелом. Боец на заднем плане вооружен трофейным МР.40 и револьвером "Наган" в кобуре.

Пистолет-пулемет обр. 1940 г. (ППД-40).
Новые потребностиТребование существенного наращивания выпуска ППШ было выдвинуто в первый же месяц войны. Согласно докладу наркома вооружения Д.Ф. Устинова, на июль 1941 г. изготовили 10 630 ППШ. Однако Государственный Комитет Обороны требовал увеличить выпуск в августе еще примерно втрое. Для этого на завод №367 в Загорске (директором завода был тогда А.А. Ельянов) решением Наркомата вооружения уже на постоянной основе направили бригаду специалистов-технологов во главе с заместителем начальника техотдела наркомата М.Д. Гандлевским. С других заводов отправили квалифицированных наладчиков, для работы в цехах - студентов старших курсов различных ВУЗов, включая Московский механико-машиностроительный институт им. Баумана и Тульский механический институт. Группу технологов во главе с А.И. Мозговым направили на завод по производству барабанных магазинов в подмосковном поселке Лопасня (ранее завод выпускал керосиновые лампы и фонари).
Потребность в пистолетах-пулеметах резко возросла к концу 1941 г. Одной из причин тому стали как выявившееся боевое значение этого оружия, так и чрезвычайно большие потери в личном составе и вооружении. Речь уже шла не о пополнении и довооружении, а фактически о срочном формировании и вооружении новой армии. В этих условиях переход к массовому производству технологичного пистолета-пулемета позволял быстро обеспечить армию автоматическим оружием ближнего боя.
Читать дальшеИнтервал:
Закладка: