Игорь Волков - Сварка полимерных труб и фитингов с закладными электронагревателями

- Название:Сварка полимерных труб и фитингов с закладными электронагревателями
- Автор:
- Жанр:
- Издательство:Литагент БИБКОМ
- Год:2013
- Город:Казань
- ISBN:978-5-7882-1519-8
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Игорь Волков - Сварка полимерных труб и фитингов с закладными электронагревателями краткое содержание
Сварка полимерных труб и фитингов с закладными электронагревателями - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
По расположению спиралей различают фитинги с открытыми и закрытыми спиралями.
По конструкции соединений фитинги с закладными нагревателями классифицируют как муфтовые и седельные (рис. 1.3 и 1.4).
В настоящее время на рынке присутствуют седловые отводы для подсоединения ответвлений к трубам до 1000 мм [8] и выше.
Разумеется, наиболее популярны седелки различной конструкции к трубам малых диаметров.
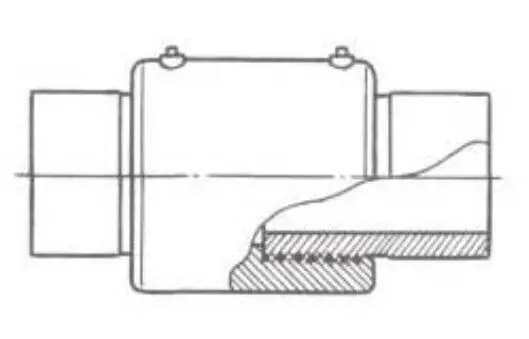
Рис. 1.3. Соединение труб муфтой с ЗН
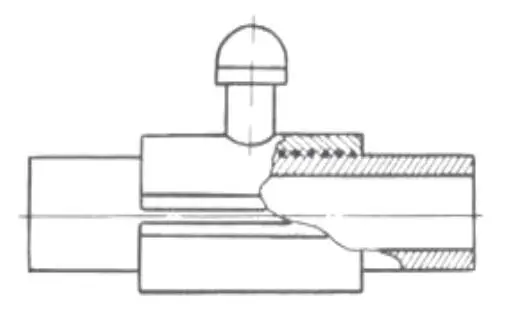
Рис. 1.4. Соединение полиэтиленовой трубы и седлового отвода с ЗН
Седловые фитинги отличаются разнообразием конструкций.
Различают, например, арматуру для врезки под давлением, изображенную на рис. 1.5 и арматуру для соединения с вентилями (рис 1.6). Они применяется для врезки в трубы 250-560 мм [8].

Рис. 1.5. Арматура для врезки с в вентилем

Рис. 1.6. Арматура для соединения с вентилями
Другие фитинги, изображенные на рис 1.7-1.12 дают некоторое представление о разных функциях седловых фитингов с ЗН.

Рис. 1.7. Воздушно-камерная запорная арматура

Рис. 1.8. Деталь седлового типа с патрубком 250-560 мм

Рис. 1.9. Усиливающая и ремонтная накладка Ø 250-560 мм

Рис. 1.10. Шаровой кран для боковой врезки Ø 250-560 мм

Рис. 1.11. Различные седелки [8]

Рис. 1.12. Ремонтная накладка седловидная на Ø 560-1000 мм
На рынке фитингов с ЗН, наряду с традиционными муфтами представлены новые клиновые адаптивные муфты больших диаметров [8], (рис 1.13) и фитинги с муфтовыми подсоединительными частями (Рис. 1.14).

Рис. 1.13. Клиновая муфта (Ø 1000-1200 мм)


Рис. 1.14. Отв оды 45°, 90°


Рис. 1.15. Тройники
Кроме того, сварка с ЗН применяется для муфтового соединения гофрированных и витых труб, которые выпускаются диаметром до 3000 мм и реже до 5000 мм [5].
На рис. 1.16 изображен раструб трубы фирмы KRAH [9]. Аналогичные трубы выпускает Группа компаний Полипластик под маркой Корсис Плюс.
Внутри раструба с помощью скоб закреплена нагревательная спираль.
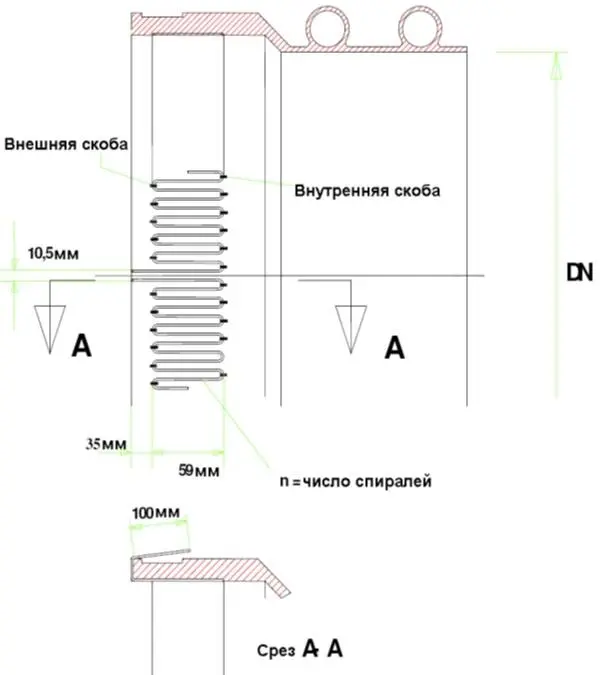
Рис. 1.16. Раструб витых труб больших диаметров с размещенной в нем спиралью
Поскольку не существует единого и абсолютного метода контроля сварных соединений полиэтиленовых труб между собой и с фитингами, высокую надежность и долговечность трубопроводов обеспечивает реализация в полном объеме описываемой ниже пятистадийной системы контроля технологического процесса сварки.
Классификация сварных соединений по применению в системе контроля:
Пробные соединения. Выполняются до начала основных сварочных работ при получении новой партии труб и фитингов с целью:
– проверки свариваемости труб и фитингов;
– оптимизации основных параметров сварки (если они задаются в ручном режиме);
– отладки технологии сварки.
Допускные соединения. Выполняются до начала основных сварочных работ, с целью проверки квалификации сварщика в следующих случаях:
– впервые приступает к работе;
– перерыв в работе свыше 30 дней;
– изменение диаметра свариваемых труб;
– введение в работу, освоение новой сварочной техники.
Контрольные соединения. Выполняются в ходе основных сварочных работ с целью подтверждения квалификации сварщиков. Отбираются лабораторией строительной организации и дополнительно по требованию заказчика. В качестве контрольных соединений следует выбирать соединения, худшие по внешнему виду.
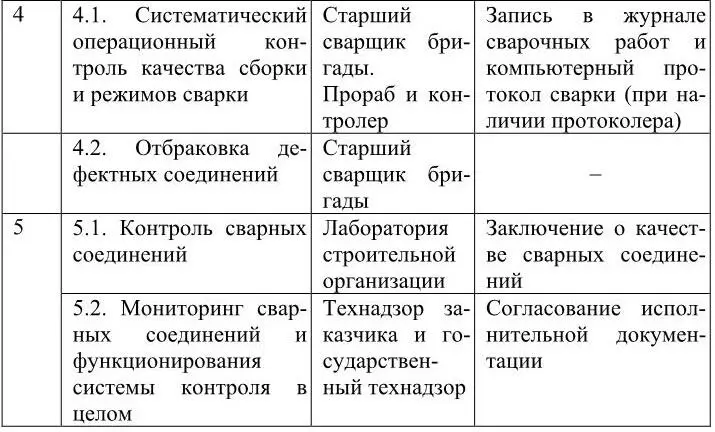
Система контроля технологического процесса сварки при строительстве и реконструкции трубопроводов с использованием полиэтиленовых труб состоит из трех предварительных стадий (входного контроля качества применяемых труб, соединительных деталей и других материалов, контроля сварочных машин, вспомогательного оборудования и проверки квалификации сварщиков), операционного контроля и контроля сварных соединений трубопровода. Все стадии контроля выполняются организацией – производителем сварочных работ. Результаты контроля, проверок и испытаний должны быть оформлены в соответствии с действующими нормами исполнительной производственной документации.
Допускается привлечение контрагентов (специализированных организаций) для выполнения отдельных операций испытаний. В контроле принимают участие представители заказчиков и надзорных органов, требуя выполнения необходимых им контрольных процедур.
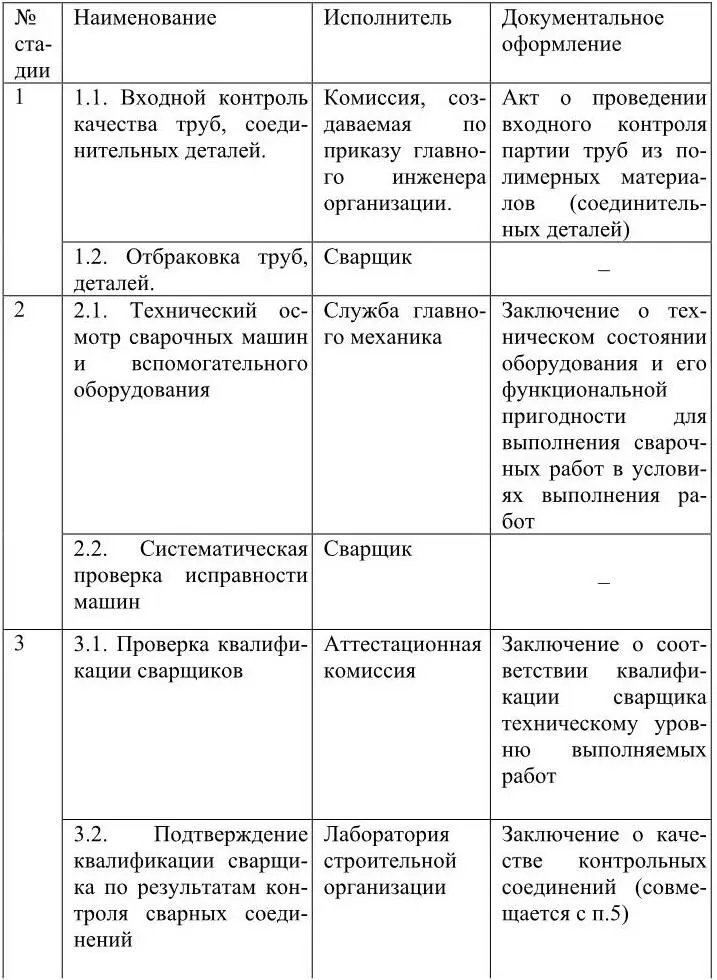
Ответственные за выполнения стадий контроля технологического процесса сварки и оформление результатов контроля приведены в табл. 1.1.
Таблица 1.1 .
Стадии контроля, исполнители и результаты контроля
1. Сварка полимерных материалов: справочник/К.И. Зайцев, Л.Н. Мацюк, А.В. Богдашевский и др; под общ. ред. К.И. Зайцева, Л.Н. Мацюк. –М.:Машиностроение, 1988. – 312 с.
Читать дальшеИнтервал:
Закладка:


![Светлана Тулина - Холодная сварка, или Ближе, чем секс [СИ]](/books/1066871/svetlana-tulina-holodnaya-svarka-ili-blizhe-chem-se.webp)