БСЭ - Большая Советская энциклопедия (РЕ)

- Название:Большая Советская энциклопедия (РЕ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ - Большая Советская энциклопедия (РЕ) краткое содержание
Большая Советская энциклопедия (РЕ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Помимо перечисленных Р., различают также вакуумные, вибро-, свето-, огне-, водостойкие, фрикционные Р., а также медицинские, пищевые и др.
Механические свойства резин на основе различных качуков 1
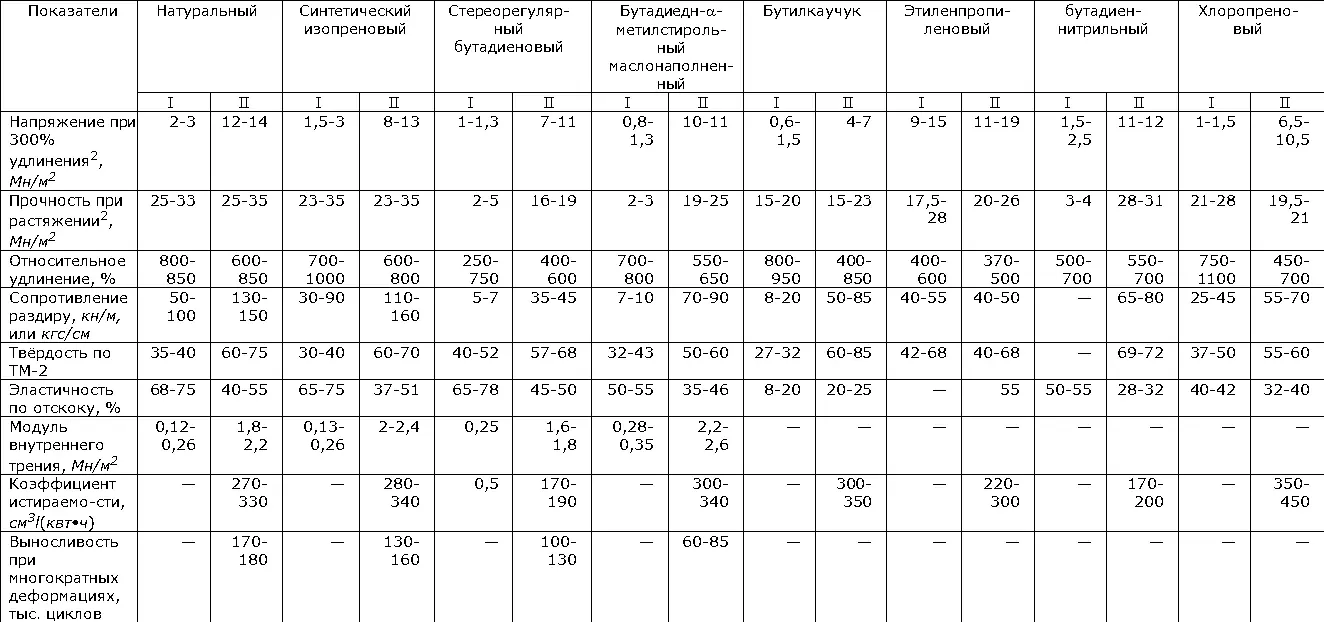
1Данные для температуры 22 ± 2 •С; I — ненаполненная резина; II — резина, наполненная активной сажей.
21 Мн / м 2» 10 кгс / см 2 .
Свойства.Комплекс свойств Р. определяется прежде всего типом каучука. Существенное влияние на механические характеристики Р. (деформационные, прочностные) оказывают наполнитель (см. табл.), а также структура и плотность вулканизационной сетки. Важнейшее деформационное свойство Р. — модуль (отношение напряжения к деформации) зависит от ряда факторов: условий механического нагружения (статические или динамические ); абсолютного значения напряжения и деформации, а также от вида последней (растяжение, сжатие, сдвиг, изгиб); длительности или скорости нагружения, что обусловлено релаксационными явлениями, т. е. изменением реакции Р. на механическое воздействие (см. Релаксация , Релаксационные явления в полимерах ); состава (рецептуры) Р.
В области относительно небольшой деформации (< 100%) модуль Р. при растяжении на 5 порядков ниже модуля Юнга для стали [соответственно 0,5—8,0 и 2•10 5 Мн / м 2(5—80 и 2•10 6 кгс / см 2)] (см. также Модуль высокоэластический , Модули упругости ). В указанной области деформации модуль Р. при сдвиге примерно в 3 раза меньше, чем при растяжении. Вследствие практической несжимаемости Р. (коэффициент Пуассона 0,48—0,50 против 0,28—0,35 для металлов) объёмный модуль Р. на 4 порядка выше, чем модуль при растяжении.
Зависимость модуля Р. от её состава может быть в отдельных случаях описана обобщёнными соотношениями, использование которых позволяет прогнозировать значение модуля Р. и создавать т. о. материалы с заданными свойствами.
Деформирование саженаполненных Р., характеризующихся высоким внутренним трением , обусловливает преобразование механической энергии деформации в тепловую. Этим объясняется высокая амортизационная способность Р., косвенной характеристикой которой служит показатель эластичности по отскоку. Однако из-за низкой теплопроводности Р. многократное циклическое нагружение массивных изделий, например шин, приводит к их саморазогреву (т. н. теплообразование), обусловленному упругим гистерезисом. Следствием этого может быть ухудшение эксплуатационных свойств изделий.
В реальных условиях эксплуатации Р. находится в сложнонапряжённом состоянии, поскольку на изделия действуют одновременно различные деформации. Однако разрушение Р. вызывается, как правило, максимальным растягивающими напряжениями. По этой причине прочностные свойства Р. оценивают в большинстве случаев при деформации растяжения.
Технические характеристики Р. существенно зависят от режимов приготовления резиновой смеси и ее вулканизации, от условий хранения полуфабрикатов и изделий и др. Свойства Р. на основе каучуков, макромолекулы которых содержат ненасыщенные связи (например, натурального или синтетического изопренового), могут ухудшаться при эксплуатации Р. в условиях длительного воздействия повышенных температур, кислорода, озона, ультрафиолетового света (см. Старение полимеров ).
Применение.Резиновая промышленность — один из важнейших поставщиков комплектующих деталей и изделий для многих отраслей народного хозяйства. Р. — незаменимый материал в производстве шин , различных амортизаторов и уплотнителей; её применяют также для изготовления конвейерных лент, приводных ремней, рукавов, разнообразных изделий бытового назначения, в частности обуви (см. Резиновые изделия ). Из Р. изготовляют изоляцию кабелей, эластичные электропроводящие покрытия, протезы (например, искусственные клапаны сердца), детали наркозных аппаратов, катетеры, трубки для переливания крови и многое др. Объём мирового производства изделий из Р. в 1974 превысил 20 млн. т. Наиболее крупные потребители Р. — шинная промышленность (свыше 50%) и промышленность резинотехнических изделий (около 22 % ).
Лит.: Кошелев Ф. Ф., Корнев А. Е., Климов Н. С., Общая технология резины, 3 изд., М., 1968; Резниковский М. М., Лукомская А. И., Механические испытания каучука и резины, 2 изд., М., 1968; Усиление эластомеров, под ред. Дж, Крауса, пер. с англ., М., 1968; Справочник резинщика. Материалы резинового производства, М., 1971; Труды международной конференции по каучуку и резине, М., 1971; Лукомская А. И., Евстратов В. Ф., Основы прогнозирования механического поведения каучуков и резин, М., [в печати].
В. Ф. Евстратов.
Резиновая смесь
Рези'новая смесь,композиция на основе каучука, содержащая вещества (ингредиенты), необходимые для переработки каучука в резину. Важнейшие ингредиенты Р. с. — агенты вулканизации и наполнители (см. Наполнители полимерных материалов ). В состав Р. с. входят также пластификаторы , стабилизаторы (см. Стабилизаторы полимерных материалов ), замедлители подвулканизации , ускорители пластикации (см. Пластикация каучуков ), пигменты и др. Ингредиенты могут быть введены в твёрдый каучук или в его водную дисперсию — латекс. Выбор типа и содержания ингредиентов определяется химической природой каучука, требованиями к технологическим свойствам Р. с., условиями эксплуатации изделий, а также экономическими соображениями. См. также Каучуки синтетические , Каучук натуральный , Резиновые изделия , Шина , Латексы , Латексные изделия.
Резиновые изделия
Рези'новые изде'лия,подразделяют обычно на три основных класса:
1) шины;
2) резинотехнические изделия, применяемые как комплектующие детали в авто-, авиа- и судостроении, в с.-х. машиностроении, на ж.-д. транспорте, в строительстве и др.:
3) изделия народного потребления (обувь, имеющая среди этих Р. и. наибольшее значение, а также коврики, купальные шапочки, плавательные и подкладные круги, перчатки, соски и др.). Большинство Р. и. изготовляют из твёрдых каучуков; некоторые Р. и., например тонкостенные бесшовные перчатки, резиновые нити, губчатые сидения для автомобилей и мебели, — из латексов (см. Латексные изделия ).
Технологический процесс производства Р. и. из твёрдых каучуков включает две общие стадии: подготовительную — получение резиновой смеси совмещением каучука с необходимыми ингредиентами в закрытых резиносмесителях или на вальцах и заключительную — вулканизацию полуфабриката Р. и. при 140—200 °С и давлениях 0,3—20 Мн / м 3(3—200 кгс / см 2); выбор вулканизационного оборудования ( пресс , котёл, аппараты непрерывного действия различной конструкции и др.) определяется видом Р. и. Используемые в производстве многих Р. и. текстильные материалы и металл подвергают предварительной обработке, цель которой — обеспечение прочной связи резины с этими материалами в различных условиях эксплуатации Р. и. Текстильные материалы пропитывают на специальных машинах резиновыми клеями или др. адгезионными составами и промазывают на каландрах (см. Каландрирование ) резиновыми смесями. Металлы обезжиривают органическими растворителями и наносят на них слой клея или латуни (т. н. латунирование, которое осуществляют в гальванической ванне).
Читать дальшеИнтервал:
Закладка:









