БСЭ БСЭ - Большая Советская Энциклопедия (ЛА)

- Название:Большая Советская Энциклопедия (ЛА)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (ЛА) краткое содержание
Большая Советская Энциклопедия (ЛА) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Получены обнадёживающие результаты в направленном стимулировании химических реакций. С помощью Л. можно селективно возбуждать одно из собственных колебаний молекулы. Оказалось, что при этом молекулы способны вступать в реакции, которые нельзя или затруднительно стимулировать обычным нагревом. Для реализации всех имеющихся здесь возможностей необходимы мощные Л. с перестраиваемой частотой в ближней инфракрасной области спектра.
Новые методы получения инверсии населённости (разряд с принудительной ионизацией) позволили поднять давление в активной среде молекулярных газовых Л. до 10—20 am. При таких давлениях колебательно-вращательные уровни молекул перекрываются вследствие столкновений, что открывает новые возможности перестройки частоты Л.
С помощью лазерной техники интенсивно разрабатываются оптические методы обработки передачи и хранения информации (см. Полупроводниковый лазер ) методы голографической записи информации (см. Голография ) , цветное проекционное телевидение.
Лит.: Квантовая электроника. Маленькая энциклопедия, М., 1969.
И. И. Собельман.

Рис. 3. Усиление световой волны атомами активной среды.
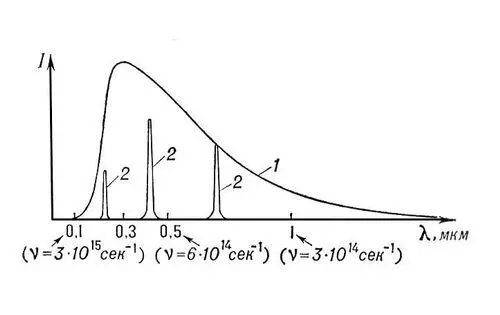
Рис. 1. 1 — спектр излучения абсолютно чёрного тела при температуре Т=10 4К; l — длина волны, n- частота колебаний, I — мощность излучения; 2 — спектральные линии газоразрядного источника света низкого давления при температуре возбуждения атомов или молекул T=10 4К.
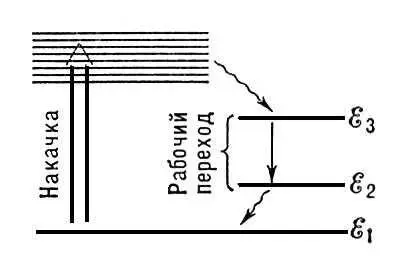
Рис. 7. Типичная схема уровней активной cреды твердотельного лазера непрерывного действия.
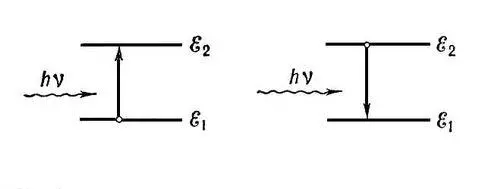
Рис. 2. а — квантовые переходы, соответствующие поглощению волны; б — переходы, соответствующие вынужденному излучению.
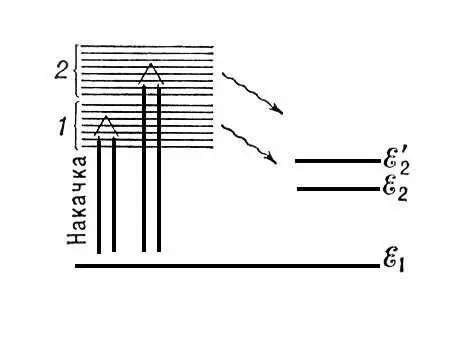
Рис. 6. Структура уровней энергии кристалла рубина. E 1, E 2, E' 2- уровни иона Cr 3+.
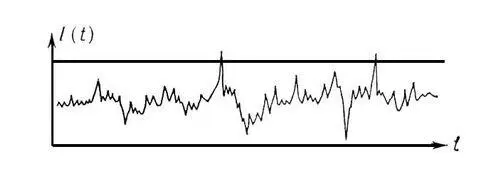
Рис. 9. К ст. Лазер.
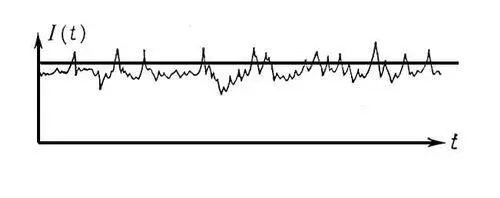
Рис. 8. Интенсивность спонтанного излучения активной среды неодимового лазера как функция времени. Горизонтальная прямая задает интенсивность, просветляющую фильтр.
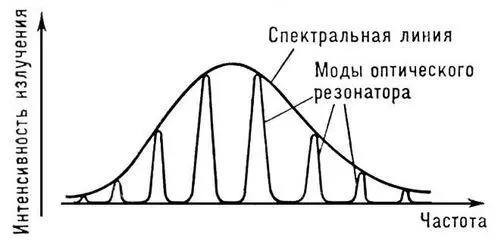
Рис. 5. Моды оптического резонатора.
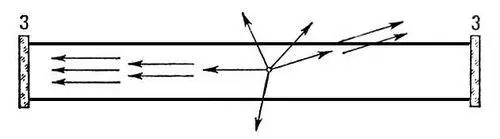
Рис. 4. Активная среда в интерферометре Фабри — Перо.
Лазерная локация
Ла'зерная лока'ция,см. Оптическая локация.
Лазерная связь
Ла'зерная связь,см. Оптическая связь.
Лазерная технология
Ла'зерная техноло'гия, процессы обработки и сварки материалов излучением лазеров. В Л. т. применяют твердотельные и газовые лазеры импульсного и непрерывного действия. В большинстве процессов Л. т. используется термическое действие света, вызываемое его поглощением в обрабатываемом материале. Для увеличения плотности потока излучения и локализации зоны обработки применяют оптические системы.
Особенности Л. т.: высокая плотность потока излучения в зоне обработки, дающая необходимый термический эффект за короткое время (длительность импульса 1 мсек и менее); локальность воздействия излучения, обусловленная возможностью его фокусировки в световые пучки предельно малого диаметра (порядка длины волны излучения); малая зона термического влияния, обеспечиваемая кратковременным воздействием излучения; бесконтактный ввод энергии в зону обработки и возможность ведения технологических процессов в любой прозрачной среде (вакуум, газ, жидкость, твёрдое тело), через прозрачные окна технологических камер, оболочки электровакуумных приборов и т.д. Наиболее изучены и освоены процессы сварки, сверления и резки.
Лазерная сварка ( рис. 1а—г ) может быть точечной и шовной. В большинстве случаев применяют импульсные лазеры, обеспечивающие наименьшую зону термического влияния. С помощью лазерной сварки можно получать высококачественные соединения деталей из нержавеющей стали, никеля, молибдена, ковара и др. Высокая мощность лазерного излучения позволяет сваривать материалы с высокой теплопроводностью (медь, серебро). Возможна лазерная сварка материалов, плохо поддающихся сварке др. методами (вольфрам с алюминием, медь со сталью, бериллиевая бронза с др. сплавами). Плотность потока излучения на поверхности свариваемых деталей в зависимости от их материала находится в пределах 0,1—1 Мвт/см 2. Глубина проплавления материала при сварке импульсным твердотельным лазером может быть 0,05—2 мм при её отношении к диаметру сварной точки или ширине шва от 0,5 до 5, что делает возможным надёжную сварку деталей толщиной от 0,01 до 1 мм. Оборудование для лазерной сварки обеспечивает работу в следующих режимах: энергия излучения в импульсе 0,1—30 дж, длительность импульса 1—10 мсек, диаметр светового пятна 0,05—1,5 мм. Производительность точечной сварки 60 операций в мин, шовной — 1 м/мин при глубине проплавления 0,5 мм. Наиболее эффективно применение лазера для сварки в труднодоступных местах конструкций, при соединении легкодеформируемых деталей, в условиях интенсивного теплоотвода (например, для материалов с высокой теплопроводностью, при низких температурах и т.д.), а также в тех случаях, когда надо обеспечить минимальную зону термического влияния. Экономически выгодна замена пайки миниатюрных деталей сваркой с помощью лазера, т.к. в этом случае исключается загрязнение свариваемых деталей флюсом, получается соединение более высокого качества, конструкция весит меньше. Области применения лазерной сварки: изготовление электровакуумных и полупроводниковых приборов, интегральных схем, приборов точной механики и т.д. Лазерная сварка позволяет повысить производительность труда в 3—5 раз по сравнению с обычными способами сварки и пайкой.
Читать дальшеИнтервал:
Закладка: