БСЭ БСЭ - Большая Советская Энциклопедия (ЛА)

- Название:Большая Советская Энциклопедия (ЛА)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (ЛА) краткое содержание
Большая Советская Энциклопедия (ЛА) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Дальнейшее развитие Л. т. связано с увеличением мощностей лазеров, что позволит обрабатывать материалы ещё большей толщины. Задачами Л. т. в области обеспечения более высокой точности обработки является разработка эффективных методов управления параметрами излучения, улучшение равномерности распределения интенсивности излучения по сечению пучка, повышение стабильности выходных параметров лазеров, а также детальное изучение физических процессов воздействия лазерного излучения на материалы в различных режимах работы лазеров.
Лит.: Действие излучения большой мощности на металлы, М., 1970; Лазерная технология, М., 1970; Технологическое применение газовых лазеров, Л., 1970; Лазерная литография, Л., 1971.
М. Ф. Стельмах, А. А. Чельный.
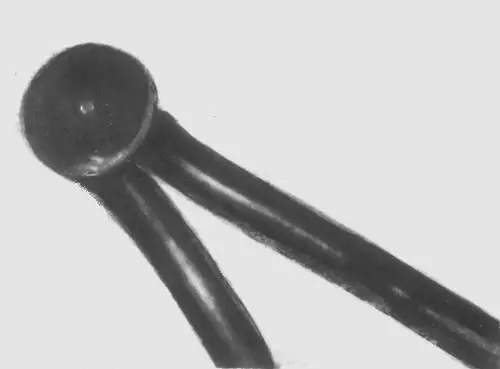
Рис. 1а. Лазерная сварка: медно-константановая термопара, сваренная лучом лазера (диаметр проволоки 0,07 мм ).
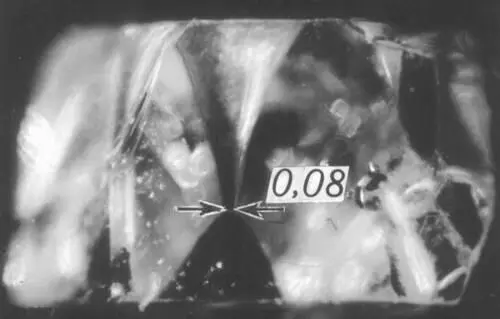
Рис. 2г. Сверление отверстий лазерным излучением: отверстие в алмазной волоке (толщина кристалла 1,2 мм , минимальный диаметр отверстия 0,08 мм ).
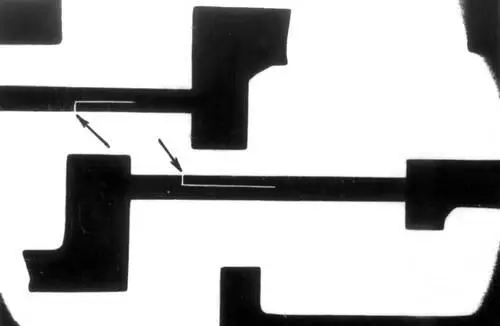
Рис. 4. Лазерная резка: а — резка тонкой хромовой резистивной плёнки с целью подгонки сопротивления (толщина плёнки 0,5 мкм , ширина реза, указанного стрелкой, 50 мкм ); б — надрезы на стекле, по которым происходит термическое раскалывание (получены лазером на углекислом газе).
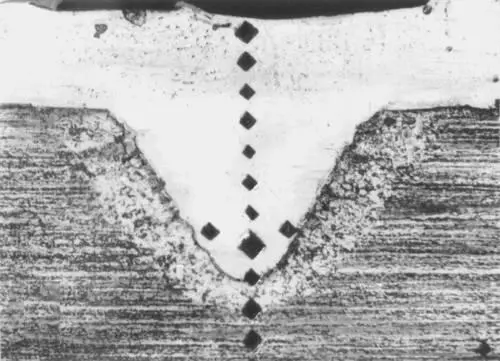
Рис. 1б. Лазерная сварка: микрофотография шлифа сварного соединения никелевой фольги толщиной 0,2 мм с медной пластиной.
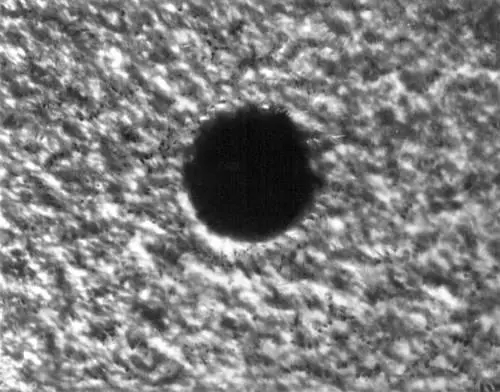
Рис. 2а. Сверление отверстий лазерным излучением: круглое отверстие диаметром 0,1 мм в пластине из феррита толщиной 0,5 мм .
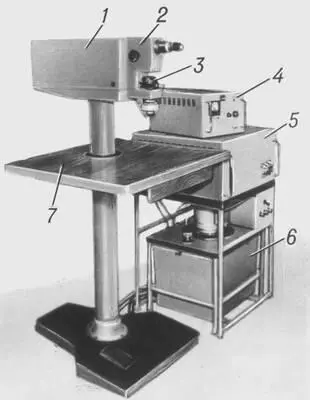
Рис. 3. Лазерная установка «Квант-9» для сверления отверстий в алмазных волоках: 1 — лазерная головка; 2 — оптическая система; 3 — обрабатываемая деталь; 4 — система управления; 5 — источник питания; 6 — система охлаждения; 7 — стол оператора.

Рис. 1г. Лазерная сварка: полупроводниковые приборы, корпуса которых герметизированы с помощью лазерной сварки.

Рис. 1в. Лазерная сварка: сварной шов, полученный при сварке листов ковара и нержавеющей стали толщиной 0,3 мм излучением лазера на алюмо-иттриевом гранате.
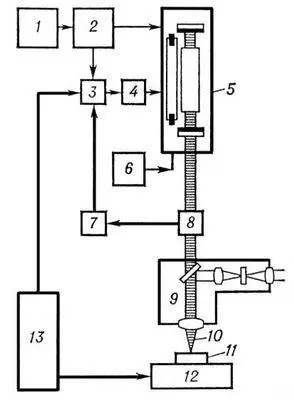
Рис. 5. Типичная блок-схема лазерной технологической установки с твердотельным лазером: 1 — зарядное устройство; 2 — ёмкостной накопитель; 3 — система управления; 4 — блок поджига; 5 — лазерная головка; 6 — система охлаждения; 7 — система стабилизации энергии излучения; 8 — датчик энергии излучения; 9 — оптическая система; 10 — сфокусированный луч лазера; 11 — обрабатываемая деталь; 12 — координатный стол; 13 — система программного управления.
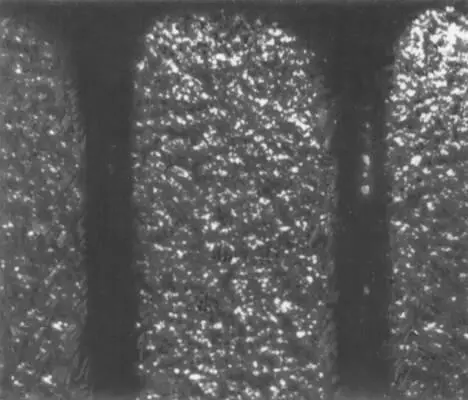
Рис. 2в. Сверление отверстий лазерным излучением: продольное сечение цилиндрических отверстий диаметром 0,05 мм в пластине из феррита.

Рис. 2б. Сверление отверстий лазерным излучением: фигурное отверстие в пластине из нержавеющей стали толщиной 0,3 мм .
Лазерное излучение
Ла'зерное излуче'ние(действие на вещество). Высокая мощность Л. и. в сочетании с высокой направленностью позволяет получать с помощью фокусировки световые потоки огромной интенсивности. Наибольшие мощности излучения получены с помощью твердотельных лазеров на стекле с примесью Nd с длиной волны излучения l = 1,06 мкм и в газовых CO 2— лазерах с l = 10,6 мкм (см. табл.).
| Лазер | Длительность импульса, сек | Энергия импульса, дж | Мощность, вт | Максимальная плотность потока излучения, вт/см 2 |
| CO 2Nd + стекло CO 2Nd + стекло Nd + стекло | Непрерывный 10 -36 × 10 -810 -9(0,3) 10 -11 | — 10 43 × 10 23 × 10 210—20 | 10 310 75 × 10 193 × 10 1110 12—10 13 | до 10 7до 10 7—10 1110 1310 1610 15—10 16 |
Особенности Л. и. привели к открытию целого ряда новых физических явлений, круг которых быстро расширяется по мере увеличения мощности лазеров.
Развитое испарение металлов. При воздействии на металлы Л. и. (например, импульсов неодимового лазера, длительностью несколько мсек ) с плотностью потока излучения 10 6—10 8 вт/см 2 металл в зоне облучения разрушается и на поверхности мишени возникает характерный кратер. Вблизи мишени наблюдается яркое свечение плазменного факела, представляющего собой движущийся пар, нагретый и ионизированный Л. и. Реактивное давление пара, выбрасываемого с поверхности металла, сообщает мишени импульс отдачи ( рис. 1 ).
Испарение происходит с поверхности тонкого слоя жидкого металла, нагретого до температуры в несколько тыс. градусов. Температура слоя определяется равенством поглощённой энергии и потерь на охлаждение, связанное с испарением. Роль теплопроводности в охлаждении слоя при этом несущественна. В отличие от обычного испарения, такой процесс называется развитым испарением.
Давление в слое определяется силой отдачи пара и в случае сформировавшегося газодинамического течения пара от мишени составляет 1/ 2давления насыщенного пара при температуре поверхности. Т. о., жидкий слой является перегретым, его состояние метастабильным. Это позволяет исследовать условия предельного перегрева металлов, при достижении которых происходит бурное объёмное вскипание жидкости. При нагреве до температуры, близкой к критической, в жидком слое металла может происходить скачкообразное уменьшение электропроводности и он приобретает свойства диэлектрика. При этом наблюдается скачкообразное уменьшение коэффициента отражения света.
Читать дальшеИнтервал:
Закладка: