БСЭ БСЭ - Большая Советская Энциклопедия (ЛИ)

- Название:Большая Советская Энциклопедия (ЛИ)
- Автор:
- Жанр:
- Издательство:неизвестно
- Год:неизвестен
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
БСЭ БСЭ - Большая Советская Энциклопедия (ЛИ) краткое содержание
Большая Советская Энциклопедия (ЛИ) - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Методом Л. по в. м. изготовляют художественные отливки, ювелирные изделия, зубные протезы и др. изделия. Этот способ литья, являясь одним из древних, получил широкое промышленное применение в результате совершенствования технологии литейного производства и изучения свойств кремнийорганических соединений.
В СССР Л. по в. м. сосредоточено в больших высокомеханизированных цехах, которые производят до 2,5 тыс. т готовых отливок в год. Достижением советской промышленности является создание комплексно-автоматизированного производства Л. по в. м.
В. Н. Иванов.
Литьё под давлением металлов
Литьё под давле'ниемметаллов, способ получения отливок из сплавов цветных металлов и сталей некоторых марок в пресс-формах, которые сплав заполняет с большой скоростью под высоким давлением, приобретая очертания отливки. Этим способом получают детали сантехнического оборудования, карбюраторов двигателей, алюминиевые блоки двигателей и др. Литьё производят на литейных машинах с холодной и горячей камерами прессования (рис.). Литейные формы, называются обычно пресс-формами, изготовляют из стали. Оформляющая полость формы соответствует наружной поверхности отливки с учётом факторов, влияющих на размерную точность. Кроме того, в пресс-форму входят подвижные металлические стержни, образующие внутренние полости отливок, и выталкиватели.
При получении отливок на литейных машинах с холодной камерой прессования ( рис. , а, б) необходимое количество сплава заливается в камеру прессования вручную или заливочным дозирующим устройством. Сплав из камеры прессования под давлением прессующего поршня через литниковые каналы поступает в оформляющую полость плотно закрытой формы, излишек сплава остаётся в камере прессования в виде пресс-остатка и удаляется. После затвердевания сплава форму открывают, снимают подвижные стержни и отливка выталкивателями удаляется из формы. При получении отливок на машинах с горячей камерой прессования ( рис. , в) сплав из тигля нагревательной печи самотёком поступает в камеру прессования. После заполнения камеры прессования срабатывает автоматическое устройство (реле времени, настроенное на определённый интервал), а поршень начинает давить на жидкий сплав, который через обогреваемый мундштук и литниковую втулку под давлением поступает по литниковым каналам в оформляющую полость формы и кристаллизуется. Через определённое время, необходимое для образования отливки, срабатывает автоматическое устройство на раскрытие формы, и отливка удаляется выталкивателями. У полученных отливок обрубают (обрезают) заливы (облой), элементы литниковых систем, затем их очищают вручную или на машинах; если необходимо, производят термообработку.
Для этого метода литья характерны высокая скорость прессования и большое удельное давление [30—150 Мн/м 2 (300—1500 кгс/см 2 )] на жидкий сплав в форме. Качество отливок зависит от ряда технологических и конструктивных факторов, например выбора сплава, конструкции отливки, литниковой и вентиляционной систем, формы, стабильности температуры сплава и формы, вакуумирования формы для предупреждения образования пористости и т. д. Метод обеспечивает высокую производительность, точность размеров (3—7-й классы точности), чёткость рельефа и качество поверхности (для отливок массой до 45 кг из алюминиевых сплавов — 5—8-й классы чистоты). Производительность машин от 1 до 50 заливок в мин. Применяют многогнёздные формы, в которых за 1 заливку изготовляют более 20 деталей.
Лит.: Пляцкий В. М., Технология литья под давлением, 3 изд., М., 1957; Беккер М. Б., Литье под давлением,2 изд., М., 1973.
М. Б. Беккер.
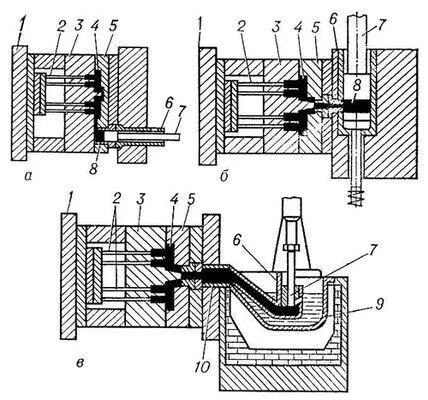
Схемы литья под давлением на машинах с камерами прессования: а — холодной горизонтальной; б — холодной вертикальной; в — горячей; 1 — плита крепления подвижной части формы; 2 — выталкиватели; 3 — подвижная матрица формы; 4 — полость формы (отливка); 5 — неподвижная матрица формы; 6 — камера прессования; 7 — прессующий поршень; 8 — пресс-остаток; 9 — тигель нагревательной передачи; 10 — обогреваемый мундштук.
Литьё под давлением полимерных материалов
Литьё под давле'ниемполимерных материалов, метод изготовления изделий различной формы из пластических масс ( термопластов и реактопластов ) и резиновых смесей, при котором материал нагревается и размягчается (пластицируется) в обогреваемом цилиндре литьевой машины ( рис .), откуда под давлением червяка или поршня нагнетается в литьевую форму. После остывания материала (для термопластов), отверждения (для реактопластов) или вулканизации (для резиновых смесей) он сохраняет конфигурацию и размеры изделия. Метод пригоден для переработки термопластов в изделия объёмом от 0,1 до 30 000 см 3, а также специально разработанных реактопластов и резиновых смесей в изделия объёмом до 3000 см 3. Преимущества метода по сравнению с другими методами формования изделий из полимерных материалов — высокие производительность и качество изготовляемых изделий.
Лит.: Завгородний В. К., Калинчев Э. Л., Махаринский Е. Г., Оборудование предприятий по переработке пластмасс, Л., 1972.
В. К. Завгородний.
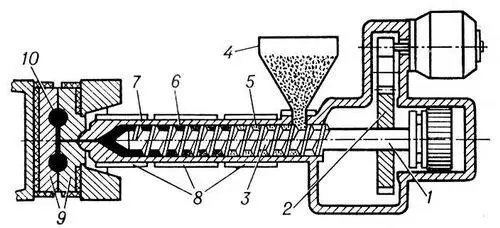
Червячная литьевая машина для полимерных материалов: 1 и 2 — приводы поступательного и вращательного движений червяка; 3 — червяк (при пластикации материала совершает вращательное и медленное поступательное движение вправо; при нагнетании материала в форму — быстрое поступательное движение влево); 4 — бункер; 5 — нагреваемый материал; 6 — расплавленный (пластицированный) материал; 7 — обогреваемый цилиндр; 8 — обогреватели; 9 — литьевая форма; 10 — изделие.
Литьё художественное
Литьё худо'жественное, наиболее распространённый способ перевода в металл произведений скульптуры, а также изготовления металлических сосудов, настольных приборов, светильников и пр.; художественные произведения, выполненные этим способом.
Л. х. зародилось в эпоху освоения человеком способов добычи и обработки металла (см. Бронзовый век ) . С развитием литейного производства Л. х. постепенно выделилось в отдельную отрасль, где художественными задачами диктуются специфические приёмы формовки модели и методы литья (нередко в расчёте на получение одной отливки), выбор металла или сплава для определённого вида изделия. Этим же задачам служит доработка (часто авторская) поверхности отливок (чеканка, гравировка, патинирование, золочение и т. п.), благодаря которой даже тиражируемые изделия приобретают свойства уникального произведения.
Читать дальшеИнтервал:
Закладка: