Г. Гоберман - Памятка по производству замков

- Название:Памятка по производству замков
- Автор:
- Жанр:
- Издательство:КОИЗ
- Год:1944
- Город:Москва
- ISBN:нет данных
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Г. Гоберман - Памятка по производству замков краткое содержание
Самые первые замки и ключи дошли до нас из Древнего Египта. Замок, сделанный из твердой древесины, закреплялся на двери с внутренней стороны. Ключ, тоже деревянный, длиной примерно 30 см и более, был снабжен на конце штырями с секретным расположением. Точно так же расположенные вертикальные подвижные штифты удерживали засов в его скобах. У замка не было замочной скважины в нашем понимании. Нужно было просунуть руку с ключом в отверстие в двери и вставить ключ в засов. При поднятии ключа штифты смещались вверх на нужное расстояние, и тогда ключом можно было отодвинуть засов. Такие замки существовали 4000 лет назад.
Памятка по производству замков - читать онлайн бесплатно полную версию (весь текст целиком)
Интервал:
Закладка:
Обрабатываемый лист пропускают несколько раз между вращающимися валками, каждый раз уменьшая расстояние между ними, пока не будет получаться материал нужной толщины. В тех случаях, когда необходимо значительно уменьшить толщину материала, например, с 3 до 1 мм, листы прокатывают в горячем состоянии, нагревая их в печи до 1000–1100°. Горячая прокатка возможна для материала толщиной не менее 2,5 мм.
Более тонкий материал быстро остывает и получается значительный слой окалины, дающий нечистую поверхность при прокатке. Поэтому тонкие листы только калибруют, т. е. прокатывают в холодном состоянии, причём получается материал с достаточно чистой поверхностью; это имеет большое значение при штамповке, так как уменьшается износ штампов.
Правка материала на специальных правильных вальцах облегчает дальнейшую обработку материала (резку, штамповку); поэтому при наличии правильных вальцов, следует пропускать через них весь покоробленный или помятый материал. Небольшие куски листовой стали можно править под прессом, применяя специальный правильный штамп.
Подготовленный материал режут на заготовки для штамповки на ножницах различных типов (ручных и приводных); при этом для получения заготовок одинакового размера пользуются упором. Чтобы получить ровную кромку, надо плотно прижимать лист к упору и столу ножниц. Мелкие заготовки в виде небольших пластинок режут на эксцентриковых прессах, для чего на них устанавливают соответствующие ножи.
Для удаления с поверхности заготовок окалины, их подвергают травлению. Практика показала, что наилучшие результаты даёт травление в растворе серной или соляной кислоты.
Травление производят в специальных ваннах — деревянных, цементно-бетонных или из кислотоупорного кирпича со специальной поливой. Ванны, изготовленные из дерева или железобетона, выкладывают внутри свинцовыми листами толщиной в 4–5 мм.
Ванну наполняют раствором серной или соляной кислоты с концентрацией до 5 проц. и температурой около 45°; для нагревания раствора ванну подогревают паром. Заготовки погружают в раствор и выдерживают в нём от 20 мин. до 1 часа.
Большинство предприятии употребляет раствор, содержащий 1,5–5 % (по весу) серной кислоты плотностью 60° по Боме.
Протравленные заготовки промывают в чане с проточной водой, а иногда дополнительно погружают в чан с известковым молоком, чтобы нейтрализовать действие остатков кислоты.
Детали замка вырезаются из заготовок в вырезных штампах на прессах.
Для удаления заусенцев, сглаживания острых кромок и получения чистой поверхности детали подвергаются галтовке. При этом надо иметь в виду, что детали изогнутой формы или со значительной высадкой галтовать не следует, так как от этого могут измениться их размеры.
Галтовку производят в продолговатом барабане, имеющем форму цилиндра, шести- или восьмиугольной призмы (рис. 19).
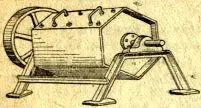
Рис. 19. Галтовочный барабан.
Обрабатываемые детали закладывают в барабан через загрузочное отверстие, закрываемое во время работы наглухо завинчивающейся крышкой, и засыпают некоторым количеством древесных опилок, смешанных с мелким боем фарфора или чистым кварцевым леском. После этого крышку закрывают и барабан приводят во вращение от трансмиссии или мотора со скоростью 20–30 об/мин. Осколки фарфора или песок при вращении барабана ударяют о поверхности деталей и удаляют с них ржавчину, небольшие заусенцы и острые кромки, а опилки очищают грязь и жир. После обработки в течение 1–1,5 часа барабан разгружают, затем опилки и фарфоровую крошку отсеивают, а детали передают для использования.
Для ускорения, очистки деталей ось галтовочного барабана можно расположить наклонно (обычно под углом 10–15° к оси вращения). Тогда детали, кроме вращательного движения, получают еще перемещение вдоль оси. Это улучшает перемешивание и ускоряет галтовку.
III. ОБОРУДОВАНИЕ ДЛЯ ЗАМОЧНОГО ПРОИЗВОДСТВА
1. ПРЕССЫ
Основным оборудованием в производстве замочных изделий являются прессы: эксцентриковые, кривошипные, фрикционные или ручные винтовые.
Кроме того, для изготовления мелких деталей (точёных) пользуются револьверными и токарными станками. Всё прочее оборудование (ножницы для резки металла, шлифовальные станки и т. д.) в замочном производстве является подсобным.
При выборе пресса необходимо учитывать: 1) требуемое давление, 2) производительность, 3) размеры инструмента и площадь стола, 4) величину хода ползуна, 5) расстояние между столом и ползуном в верхнем и нижнем положениях, 6) способ работы (непрерывный или с перерывами).
Эксцентриковые и кривошипные прессы. В этих прессах на валу свободно сидит маховик, приводимый во вращение от привода. При помощи муфты маховик сцепляют с валом и заставляют его вращаться. При вращении вала пресса шатун, благодаря вращению эксцентриковой втулки (в эксцентриковом прессе) или коленчатого вала (в кривошипном прессе), двигается вверх и вниз. Вместе с шатуном перемещается ползун, к которому прикрепляют пуансон штампа. При выключении муфты вал перестаёт вращаться, так как маховик выходит из зацепления с валом и вращается на нём свободно. Конструкция сцепляющей муфты обычно такова, что выключение пресса, т. е. освобождение маховика, происходит в тот момент, когда ползун пресса находится в верхнем положении.
Существует много различных конструкций включающих муфт. В качестве одной из наиболее удачных, часто встречающихся конструкций, можно указать пусковой механизм с поворотной шпонкой (рис. 20).
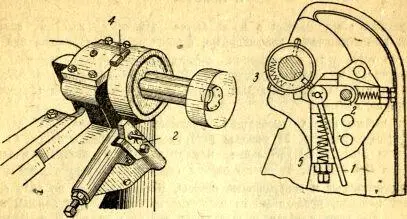
Рис. 20. Пусковой механизм пресса с поворотной шпонкой.
Механизм подобного типа включается при нажатии педали и выключается только тогда, когда педаль будет отпущена. Пока педаль нажата, пресс работает.
Нажимая на педаль, посредством тяги (1) оттягивают вниз собачку (2) сцепного механизма, вследствие чего освобождается пружина (3) упорного кулачка (4) поворотной шпонки. Под действием пружины (5) полукруглая поворотная шпонка, заделанная заподлицо с рабочим валом, поворачивается в своём седле и почти мгновенно сцепляет маховик с валом. При освобождении педали собачка (2), приподнятая вверх пружиной (5), встречает упорный кулачок (4) в поворотной шпонке. Вследствие этого собачка поворачивает шпонку и прерывает сцепление вала с маховиком. При освобождении педали, как только ползун начнёт двигаться, возможен только один удар, после которого ползун остановится в верхнем положении.
Читать дальшеИнтервал:
Закладка: