Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Стоимость гелия значительно выше, чем аргона, поэтому для сварки он применяется редко, обычно в виде добавки к аргону. Благодаря высокому значению потенциала ионизации, что повышает проплавление, гелий применяют в тех случаях, когда требуется получить большую глубину проплавления или специальную форму шва, а также при сварке сплавов на основе алюминия и магния, химически чистых и активных материалов и сплавов.
Баллоны для гелия окрашены в коричневый цвет, имеют белую надпись «Гелий». Расход гелия на 1 м шва на 50 % больше, чем аргона, при сварочном токе 300 А он составляет примерно от 200 до 900 л/ч, так как этот газ в 10 раз легче аргона и быстро улетучивается из зоны сварки в атмосферу, поэтому для поддержания надежной зашиты сварочной ванны необходимо увеличивать подачу (расход) гелия.
Азот– бесцветный газ, не имеющий запаха и вкуса, нетоксичен и не взрывоопасен. Он немного легче воздуха, плотность 1,2506 кг/м 3 при нормальных условиях (температура 0 °C, атмосферное давление 101325 ПА). Температура кипения –195,8 °C, критическая температура –148,15 °C, критическое давление – 3,39 МПа (33,9 кг/см 2). По отношению к стали и другим металлам азот является активным газом, часто вредным, и его концентрацию в зоне сварки стремятся ограничить. По отношению к меди и ее сплавам является инертным газом и применяется для сварки и наплавки, а также для плазменной резки. Например, вибродуговая наплавка бронзовой проволокой КМЦ3–1 на стальную поверхность поршней и штоков выполняется в защитной среде азота. Он поставляется в газообразном состоянии в соответствии с ГОСТ 9293–74 «Азот газообразный и жидкий. Технические условия» следующих сортов (объемная доля азота в %, не менее): газообразный и жидкий азот особой чистоты (1-й сорт – 99,999; 2-й сорт – 99,996), повышенной чистоты (1-й сорт – 99,99, 2-й сорт – 99,95), технический (1-й сорт – 99,6, 2-й сорт – 99,0). Хранится в газообразном состоянии в стальных 40-литровых баллонах под давлением 15 МПа (150 кг/см 2).
Углекислый газ, или двуокись углерода (СO 2), высший оксид углерода, может находиться в газообразном, сжиженном и твердом (в виде сухого льда) состоянии. Он бесцветен и неядовит, но при концентрации более 5 % (92 г/м 3) отрицательно влияет на здоровье человека. Имеет слабый кисловатый запах и вкус, хорошо растворяется в воде и придает ей кислый вкус; хорошо растворяет машинное масло. Плотность при атмосферном давлении и 20 °C – 1,98 кг/м 3; температура сжижения при атмосферном давлении – 78,5 °C; выход газа из 1 кг жидкой углекислоты при нормальных условиях – 509 литров.
Углекислый газ тяжелее воздуха в 1,6 раза. Вступает в химические реакции (взаимодействия) с расплавленным металлом ванны и растворяется в нем. Окисление металла шва нейтрализуется раскислителями, содержащимися в проволоке.
Двуокись углерода определяют и продают по массе. Жидкая двуокись углерода превращается в газ при подводе к ней теплоты. При чрезмерно быстром отборе газа, понижении давления в баллоне и недостатке теплоты углекислота охлаждается, скорость ее испарения снижается.
В состав двуокиси углерода, согласно ГОСТ 8050–85, входит еще водяной пар в количестве не более 0,037 г/м 3 для высшего сорта и не более 0,184 г/м 3 для 1-го сорта (в 5 раз больше). Содержание водяных паров в двуокиси углерода 2-го сорта не нормируется. Об этом нужно помнить при сварке швов высокого качества, применяя для уменьшения влаги силикагелевые осушители [8] Силикагель – гигроскопическое вещество, представляющее собой специально обработанную окись кремния (кварцевый песок).
.
Транспортируется и хранится углекислота в стальных 40-литровых баллонах под давлением от 60 до 70 кг/см 2. В такой баллон вмещается 25 кг жидкой углекислоты, занимающей неполный объем (до 80 %) баллона, остальной объем занят испарившимся газом. Объем газообразного СО 2в баллоне составляет около 13 м 3. Цвет баллона черный, надпись желтого цвета.
Достоинства сварки в защитных газах: визуальный контроль процесса, широкий диапазон рабочих режимов сварки, сварка широкой номенклатуры металлов, в том числе цветных и их сплавов, доступность механизации процесса, улучшение гигиенических условий труда сварщиков. Сварка может вестись с дополнительной подачей присадочной проволоки в зону дуги при сварке неплавящимся вольфрамовым электродом.
Смеси газов нередко применяются в производстве для получения швов повышенного качества. В ряде случаев они обладают лучшими технологическими свойствами, чем остальные газы. Смесь CO 2и O 2(2–5 %) обеспечивает мелкокапельный перенос металла, уменьшает разбрызгивание на 30 % и улучшает формирование шва.
Смесь 70 % гелия и 30 % аргона повышает производительность сварки алюминия, увеличивает глубину проплавления, улучшает формирование шва. Смесь газов аргона (88 %) и СO 2(12 %) повышает стабильность дуги при сварке стали, заметно уменьшает и измельчает разбрызгивание металла, улучшает формирование шва за счет существенного снижения поверхностного натяжения жидкого металла из электродной проволоки. Благодаря добавке окислительного газа улучшаются форма и глубина провара, уменьшается количество брызг. При увеличении СO 2 до 25–30 % стабильность процесса заметно снижается, а при содержании СO 2 до 40–50 % сварка в смеси с аргоном практически мало отличается по электрофизическим характеристикам от сварки в чистом СO 2.
Оборудование для дуговой сварки
Основным оборудованием для ручной электродуговой сварки являются сварочные аппараты (источники сварочного тока), сварочные электроды, электрододержатели и сварочные кабели, а также защитный щиток со светофильтром. Кроме того, понадобятся защитная одежда, асбестовый лист, а также необходимые слесарные инструменты.
Небольшие по объему сварочные работы удобно проводить на сварочном столе высотой около 0,6 м, изготовленном из листовой стали.
Источники сварочного тока
Источники тока для электросварки разделяются на две большие группы по виду получаемого от них тока: источники переменного тока и источники постоянного тока.
К первым относятся сварочные трансформаторы и резонансные источники сварочного тока. Ко вторым – сварочные выпрямители и сварочные генераторы.
Важнейшие свойства как сварочной дуги, так и источников сварочного тока описывают их вольт-амперные характеристики (ВАХ), которые показывают зависимость между установившимися значениями тока и напряжения дуги и могут быть падающими, жесткими и возрастающими (рис. 17, а ). ВАХ имеет три области.
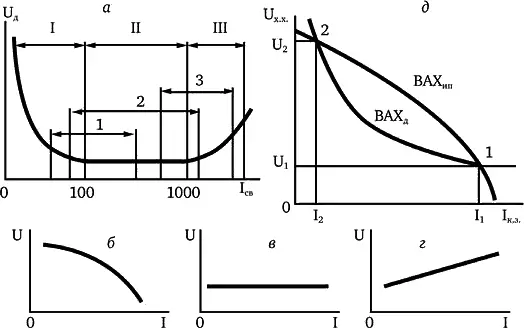
Рис. 17. Вольт-амперные характеристики процесса дуговой сварки:
Читать дальшеИнтервал:
Закладка:









