Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Все известные в настоящее время процессы сварки металлов осуществляются за счет введения только двух видов энергии – термической и механической или при их сочетании. Соответственно различают два вида сварки: сварку плавлением и сварку давлением.
Сварка давлением.Образование сварного соединения при сварке давлением происходит за счет пластического деформирования свариваемых частей без расплавления металла и перехода его в жидкое состояние.
Пластическое деформирование стыка свариваемых кромок производится статической либо ударной нагрузкой, например сваркой взрывом. Для осуществления холодной сварки достаточно применить механическое усилие сжатия. Иногда при сварке давлением применяют местный нагрев. Из рис. 1 видно, что при увеличении температуры нагрева металла для сварки давлением требуются меньшие усилия.
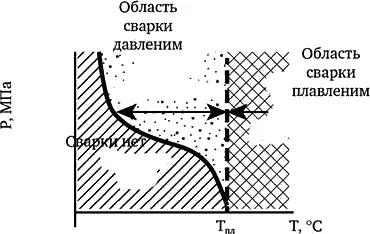
Рис. 1. Схемы возможных областей сварки давлением и плавлением в зависимости от температуры (Т) и давления (Р)
При пластической деформации в зоне свариваемых кромок разрушаются окисные пленки и поверхности сближаются до расстояний возникновения межатомных связей. Зона, где образовались межатомные связи соединяемых частей при сварке давлением, называется зоной соединения.
Характер процесса сварки давлением с нагревом может быть и другим. Например, при контактной стыковой сварке оплавлением свариваемые кромки первоначально оплавляются, а затем пластически деформируются. При этом часть пластически деформированного металла совместно с некоторыми загрязнениями выдавливается наружу, образуя грат.
Сварка плавлением.Сущность сварки плавлением состоит в том, что при температурах выше Тпл (рис. 1) жидкий металл одной оплавленной кромки самопроизвольно соединяется и в какой-то мере перемешивается с жидким металлом второй оплавленной кромки. Так создается общий объем жидкого металла – сварочная ванна. Плавление основного и присадочного материалов в процессе сварки происходит под действием концентрированной энергии, вызванной сварочной дугой, пламенем горелки или каким-либо другим способом. Если в зону сварки не подается дополнительный металл, то сварочная ванна образуется только за счет основного соединения. Но чаще сварочная ванна получается смешиванием основного и присадочного металла, вносимого непосредственно в зону сварки электродом, сварочной проволокой и т. д.
Энергия теплового источника (электрической дуги, газового пламени и т. п.) расходуется на нагрев металла детали, на расплавление электрода или присадочного материала, на плавление защитного флюса (покрытия электрода) и на тепловые потери. Распределение температуры в свариваемом металле зависит от мощности источника тепла, физических свойств металла (теплоемкость, температура плавления и др.), размеров конструкции, скорости перемещения и т. д.
На рис. 2 показаны изотермы – овальные кривые, сгущающиеся впереди движущегося при сварке источника тепла (электрической дуги, пламени горелки). Изотерма 1600 °C – это температура плавления стали, она определяет ориентировочный размер сварочной ванны. Изотерма 1000 °C указывает на зону перегрева металла, изотерма 800 °C показывает зону закалочных явлений, а 500 °C – зону отпуска.
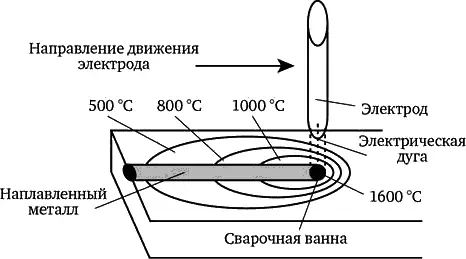
Рис. 2. Схема изотерм при сварке
Затвердевание расплавленного металла, происходящее в хвостовой части ванны, называется кристаллизацией. Динамика этого процесса такова: сварочная дуга, направленная в головную часть ванны, повышает в этой области температуру, в результате чего происходит плавление основного и электродного металлов. Механическое давление, оказываемое дугой на жидкую фазу основного и дополнительного металлов, вызывает их перемешивание и перемещение в хвостовую часть ванны. Таким образом, давление, вызванное дугой, приводит к вытеснению металла из основания ванны и открывает доступ к следующим слоям, где поддерживается необходимая для плавления температура. По мере удаления металла от зоны плавления отвод тепла начинает преобладать над его притоком, и температура жидкой фазы снижается. Расплавленные фазы основного и электродного металлов перемешиваются между собой и, затвердевая, образуют общие кристаллы, что обеспечивает монолитность сварного соединения.
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
После охлаждения и кристаллизации металла сварочной ванны получается металл сварного шва, соединяющий детали. Поскольку сварной шов образуется за счет расплавления металла электрода и частично основного металла, в зоне сплавления кристаллизуются зерна, принадлежащие как основному, так и присадочному металлу (рис. 3, а ).
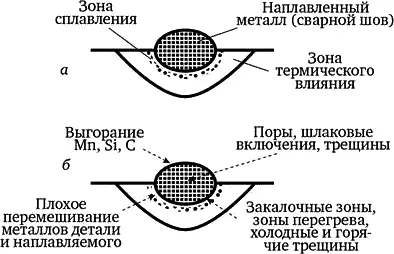
Рис. 3. Зоны сварного шва ( а ) и возможные дефекты в нем ( б )
Свойства сварного соединения определяются характером тепловых воздействий на металл в околошовных зонах. Зона вблизи границы оплавленной кромки свариваемой детали и шва, содержащая образовавшиеся межатомные связи, называется зоной сплавления. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.
В зоне термического влияния (ЗТВ) из-за быстрого нагрева и охлаждения металла в нем происходят структурные изменения. Следовательно, сварной шов может получиться прочным и пластичным, но из-за термических воздействий на деталь качество сварки в целом будет низким (рис. 3, б ).
Величина ЗТВ составляет при ручной электродуговой сварке для обычного электрода 2–2,5 мм, а для электродов с повышенной толщиной покрытия – 4–10 мм. При газовой сварке ЗТВ существенно возрастает – до 20–25 миллиметров.
ЗТВ характеризуется неравномерным распределением максимальных температур нагрева; в этой зоне можно различать участки: старения (200–300 °C); отпуска (250–650 °C); неполной перекристаллизации (700–870 °C); нормализации (840–1000 °C); перегрева (1000–1250 °C); околошовный участок, примыкающий к линии сплавления (1250–1600 °C). При этом возможны два предельных случая: резкая закалка при быстром охлаждении околошовного участка и перегрев при медленном охлаждении с образованием крупных зерен аустенита.
Читать дальшеИнтервал:
Закладка:









