Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Сварочные флюсы
Флюс – это неметаллический материал, который вводится в зону сварки, наплавки, пайки, где под действием высоких температур, поддерживаемых в зоне сварки, плавится, образуя шлак. Покрывая сплошной пленкой сварочную ванну, шлак изолирует расплавленный металл от атмосферных газов, сдерживая металлургические реакции. Кроме того, сварочные флюсы уменьшают скорость охлаждения сформировавшегося шва, обеспечивают нужное качество металла шва за счет легирования, улучшают формирование шва, восстанавливают окислы, разжижают и понижают температуру шлаков, стабилизируют горение дуги, улучшают растекаемость металла. Флюсы должны обеспечивать легкую отделяемость шлака, минимизировать количество вредных газов и пыли, выделяющихся при сварке, а также уменьшать потери электродного металла на угар и разбрызгивание.
В сварочном процессе роль флюсов, особенно керамических, огромна. К примеру, флюсы, содержащие в своем составе марганец и кремний, способствуют процессу восстановления этих веществ и частично препятствуют окислению углерода, что снижает вероятность образования пор в металле шва. Образовавшийся при этом оксид железа переходит в шлак.
В состав сварочных материалов могут входить вредные вещества (сера, фосфор и др.), которые оказывают отрицательное влияние на качество шва, являясь причиной хрупкости сварного соединения и образования горячих трещин. В нейтрализации этих вредных явлений участвует содержащийся во флюсах марганец. Он является более активным элементом, чем свариваемый металл, и, вступая в реакцию с сульфидом железа FeS, образует менее растворимый сульфид марганца MnS, вызывая тем самым перераспределение серы из расплавленного металла в шлак и предотвращая появление горячих трещин.
Однако флюсы могут оказывать и негативное воздействие, способствуя увеличению размера кристаллов. Избежать этого помогает добавление специальных модификаторов, содержащих алюминий, титан или ванадий, которые измельчают структуру шва, улучшая его прочностные характеристики.
Для дуговой сварки и наплавки применяют обычно зернистый, порошкообразный флюс. Такой же флюс, но с дополнительными свойствами по электропроводности, используют и для электрошлаковой сварки. Для газовой сварки и пайки в качестве флюсов применяют пасты, порошки и газ.
Флюс получают сплавлением составляющих его компонентов и последующим дроблением (плавленые флюсы) или механическим связыванием (склеиванием) порошкообразных компонентов с последующим измельчением (неплавленые флюсы).
По назначению флюсы разделяют на три группы: для сварки углеродистых и легированных сталей, для сварки высоколегированных сталей, для сварки цветных металлов и их сплавов. В зависимости от химического состава различают флюсы высококремнистые (более 35 % кремнезема), низкокремнистые (до 35 % кремнезема), безмарганцевые (менее 1 % марганца), марганцевые (более 1 % марганца). Изготавливают также легированные флюсы, содержащие чистые легирующие металлы или ферросплавы. Флюсы для автоматической сварки выпускаются по ГОСТ 9087–81. Флюс с размером зерен от 0,25 до 1,60 мм предназначен для сварки проволокой диаметром до 3,00 мм, с размерами зерен от 0,35 до 3,00 мм – для сварки проволокой диаметром более 3,00 миллиметров.
Плавленые флюсы изготавливаются двух видов: стекловидные (зерна прозрачные, от светло-желтого до бурого и коричневого цвета) и пемзовидные (пористые зерна светлой окраски). Объемная масса стекловидных флюсов – от 1,3 до 1,8 кг/дм 3, пемзовидных – не более 1 кг/дм 3. Наиболее распространены стекловидные флюсы.
К неплавленым флюсам относятся керамические, которые используются главным образом как легирующие: они малочувствительны к ржавчине, окалине и влаге на кромках свариваемых швов; добавление керамических флюсов к стекловидным позволяет получать швы высокого качества даже при плохой очистке кромок.
По сложившейся традиции, марки флюсов обычно указывают наименование разработчика и порядковый номер флюса. Так, флюсы, разработанные ИЭС им. Е. О. Патона, имеют сериал, обозначенный буквенными индексами «АН» (АН-348-А; АН-20; АН-22 и т. д.), что обозначает – «Академия наук» (в составе которой находится ИЭС им. Патона). Флюсы, предложенные НПО ЦНИИТМАШ, имеют сериал «ФЦ» – флюсы ЦНИИТМАШ.
Преимущество плавленых флюсов перед керамическими – это более высокие технологические свойства (защита, формирование, отделяемость шлаковой корки и др.) и меньшая стоимость. Преимуществом керамических флюсов является возможность в более широких пределах легировать металл шва через флюс. В промышленности применяют преимущественно плавленые флюсы.
Высококремнистыми и марганцовистыми флюсами являются флюсы ОСЦ-45 и АН-348-А, АН-348Ш, шихта которых состоит из марганцевой руды (МnО), кварцевого песка (SiO 2) и плавикового шпата (фтористого кальция CaF 2). Буква А в конце марки флюса обозначает, что грануляция крупная (для автоматической сварки), а буква ∅ – мелкая грануляция, т. е. для использования при полуавтоматической сварке шланговыми полуавтоматами.
Для автоматической наплавки под флюсом служат те же флюсы, что и для сварки. Наиболее распространены плавленые флюсы АН-348-А; ОСЦ-45; АН-20; АН-60; 48-ОФ-6; АН-26; АН-15М; АН-8; АН-25; АН-22; АНФ-6 в сочетании с легированными проволоками.
Основы электродуговой сварки
Электродуговая сварка получила наиболее широкое распространение в промышленности, мелкосерийном производстве и в кустарных мастерских. С применением электродуговой сварки в настоящее время осуществляется примерно 65 % сварочных работ. И именно она рекомендуется для применения домашним умельцам.
Источником нагрева и расплавления свариваемого металла при дуговых способах сварки является сварочная дуга, представляющая собой длительный мощный электрический разряд, происходящий в ионизированной среде между двумя электродами или электродом и деталью (рис. 9). При этом начальная фаза среды может быть любой: твердой (например, сварочный флюс); жидкой (например, вода); газообразной (например, аргон); плазменной. Температура в столбе сварочной дуги колеблется от 5000 до 12 000 К и зависит только от состава газовой среды дуги. Длиной сварочной дуги называют расстояние между концом электрода и поверхностью кратера (углубления) сварочной ванны.
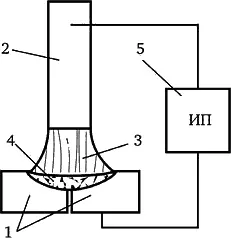
Рис. 9. Электрическая сварочная цепь дуговой сварки:
1 – свариваемая деталь; 2 – сварочный электрод; 3 – сварочная дуга; 4 – сварочная ванна; 5 – источник питания дуги
Виды дуговой сварки различают по нескольким признакам: по среде, в которой происходит дуговой разряд (на воздухе – открытая дуга, под флюсом – закрытая дуга, в среде защитных газов); по роду применяемого электрического тока – постоянный, переменный; по типу электрода – плавящийся, неплавящийся. Наибольшее практическое значение получила ручная дуговая сварка плавящимися электродами на переменном и постоянном токах, дающая возможность сваривать в непроизводственных условиях большинство сталей, включая нержавеющие.
Читать дальшеИнтервал:
Закладка:









