Юрий Подольский - Сварочные работы. Практическое пособие

- Название:Сварочные работы. Практическое пособие
- Автор:
- Жанр:
- Издательство:ООО «Книжный клуб “Клуб семейного досуга”»
- Год:2015
- Город:Харьков, Белгород
- ISBN:978-617-12-0106-4, 978-5-9910-3430-2
- Рейтинг:
- Избранное:Добавить в избранное
-
Отзывы:
-
Ваша оценка:
Юрий Подольский - Сварочные работы. Практическое пособие краткое содержание
Книга познакомит вас с основными видами сварки: ручной дуговой, автоматической дуговой, электрошлаковой и газовой. Также подробно описаны особенности сварных соединений и швов, электродуговой и кислородной резки металлов: алюминия, нержавеющей стали, меди, чугуна. Кроме того, мастера-любители по приведенным расчетам смогут самостоятельно изготовить множество полезных в быту приспособлений.
Сварочные работы. Практическое пособие - читать онлайн бесплатно ознакомительный отрывок
Интервал:
Закладка:
Основным присадочным материалом служит сварочная проволока.
При сварке углеродистых и легированных сталейприменяют холоднотянутую сварочную проволоку. Ее характеристики приведены выше, в главе «Характеристика, классификация и назначение сварочной проволоки».
Для газовойсварки серого чугунавыпускают чугунные прутки ∅ 4, 6, 8, 10, 12 и 16 мм. Маркировку торца прутков выполняют краской черного, белого, красного, синего, коричневого, желтого или зеленого цвета.
Для газовой сварки меди, медно-никелевыхсплавов, бронз и латуниприменяют сварочную проволоку, отвечающую ГОСТ 16130–90. Ее диаметр составляет 0,8–8,0 миллиметров.
Условное обозначение присадочной проволоки из меди или ее сплава соответствует классификации этих материалов по следующим признакам:
● способу изготовления (холоднодеформированная (тянутая) – Д; горячедеформированная (прессованная) – Г);
● форме сечения – КР(проволоку изготавливают исключительно круглого сечения);
● механическим свойствам (мягкая – М, твердая – Т);
● виду поставки (мотки или бухты – БТ, катушки – КТ, барабаны – БР, сердечники – CP, немерной длины – НД).
При сварке алюминия и его сплавовиспользуют тянутую и прессованную проволоку из алюминия и алюминиевых сплавов, отвечающую ГОСТ 7871–75. Ее диаметр составляет 0,8–12,5 мм. Условные обозначения при маркировке, характеризуют:
● способ изготовления (тянутая – В, прессованная – П);
● вид обработки (нагартованная – Н, отожженная – М);
● вид поставки (мотки (бухты) – БТ, катушки – КТ).
Сварочный флюс [16] Основные характеристики сварочных флюсов приведены выше в соответствующей главе. Характеристики флюсов, применяемых при газовой сварке различных металлов, приведены ниже в разделе «Особенности сварки различных металлов».
. При газосварке флюс наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
Оборудование для газовой сварки
Оборудование для газовой сварки, наплавки и резки включает в себя источники газоснабжения (ацетиленовые генераторы или газовые баллоны), аппаратуру регулирования и защиты (вентили, редукторы, манометры, предохранительные устройства), соединительные рукава и универсальные или специализированные горелки.
Ацетиленовые генераторы
Ацетиленовый генератор – аппарат, предназначенный для получения газообразного ацетилена посредством разложения карбида кальция водой. Из 1 кг карбида кальция, в зависимости от размеров его кусков и степени чистоты, можно получить 235–285 дм 3 ацетилена. Однако применение газогенераторов в быту и в небольших мастерских нецелесообразно: они более взрывоопасны, нежели баллоны, и потому в сварочном комплекте возрастает количество предохранительных устройств. Обслуживание их сложнее; подготовка к работе занимает гораздо больше времени, чем при работе с баллонами; отработанный ил сливают только в специальные ямы или бетонные хранилища. К тому же по завершении даже незначительных сварочных работ следует выработать весь загруженный объем карбида кальция – постепенно стравить ацетилен в атмосферу или дожечь его горелкой. Поэтому использование ацетиленовых генераторов оправдано только при промышленных объемах работ.
Баллоны
Баллон – это металлическая емкость для хранения и транспортирования газов в сжатом, растворенном и сжиженном состояниях.
Кислородный баллон, согласно ГОСТ 949–73, изготовлен из углеродистой (150У) или легированной (150JI) стали и имеет стальной цельнотянутый цилиндрический корпус с выпуклым днищем, на которое напрессован башмак (рис. 21, а ). Вверху баллон заканчивается горловиной с резьбовым отверстием, в которое ввернут запорный вентиль. На наружную резьбу горловины баллона навернут предохранительный колпак.
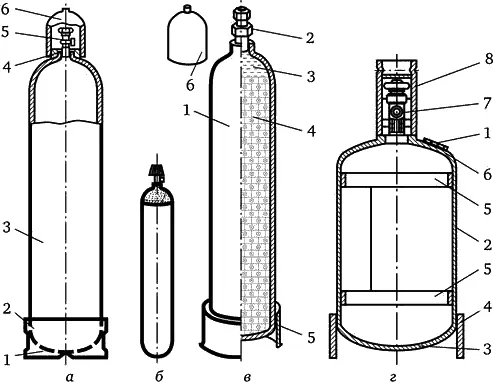
Рис. 21. Газовые баллоны для сварки:
а – кислородный баллон вместимостью 40 л ( 1 – днище; 2 – башмак; 3 – корпус; 4 – горловина; 5 – вентиль; 6 – предохранительный колпак); б – кислородный баллон вместимостью 10 дм 3; в – ацетиленовый баллон ( 1 – корпус; 2 – вентиль; 3 – азотная подушка; 4 – пористая масса с ацетоном; 5 – башмак; 6 – предохранительный колпак); г – баллон для пропана вместимостью 55 дм 3( 1 – табличка с паспортными данными; 2 – корпус; 3 – днище; 4 – башмак; 5 – подкладные кольца; 6 – горловина; 7 – вентиль; 8 – предохранительный колпак)
Высота стандартного баллона 40–150У составляет 1370 мм, диаметр 219 мм, толщина стенки 7 мм, вместимость 40 дм 3, масса без газа 67 кг. Баллон рассчитан на рабочее давление 15,0 МПа (150 кгс/см 2); испытательное давление составляет 22,5 МПа (225 кгс/см 2). В полном баллоне объем кислорода, соответствующий атмосферному давлению и температуре 20 °C, составляет 6 м 3.
Цвет баллона голубой, надпись черная.
Наряду с баллонами вместимостью 40 дм 3, выпускаются и баллоны меньшей вместимости – 20; 10; 5 и 1 дм 3(рис. 21, б).
Вентиль кислородного баллона изготавливают из латуни, так как сталь активно корродирует в среде сжатого кислорода, а маховики и заглушки – из стали, алюминиевых сплавов и пластмассы.
Количество кислорода в баллоне приближенно определяют, решая следующую пропорцию: при атмосферном давлении (0,1 МПа) в баллоне находится 40 дм 3 газа; если давление в баллоне равно 15 МПа, то до объема 40 дм 3 можно сжать (40 × 15)/0,1 = 6000 дм 3, или 6 м 3, кислорода.
Ацетиленовый баллонбольшой емкости имеет такие же размеры, как и кислородный вместимостью 40 дм 3(рис. 21, в ). Масса баллона без газа 83 кг, рабочее давление ацетилена 1,9 МПа (19 кгс/см 2), максимальное давление 3,0 МПа (30 кгс/см 2).
Ацетиленовый баллон заполняют пористой массой из активированного древесного угля, которую пропитывают ацетоном из расчета 225–300 г на 1 дм 3 вместимости баллона. Ацетилен, хорошо растворяясь в ацетоне, становится менее взрывоопасным.
Более экономичны баллоны с литой пористой массой, способные вместить 7,4 кг растворенного ацетилена, тогда как баллоны с активированным углем – только 5 кг.
На баллоне с литой пористой массой ниже надписи «АЦЕТИЛЕН» красной краской нанесены буквы ЛМ. Такие баллоны поставляют с азотной подушкой.
Читать дальшеИнтервал:
Закладка:









